




ABS
PA (Nylon)
PE
PEEK
PMMA (Acrylic)
POM
PP
HDPE
HIPS
LDPE
PBT
PPA
PAI
PET
PPS
PS
PVC
PTFE (Teflon)
UPE
Bakelite

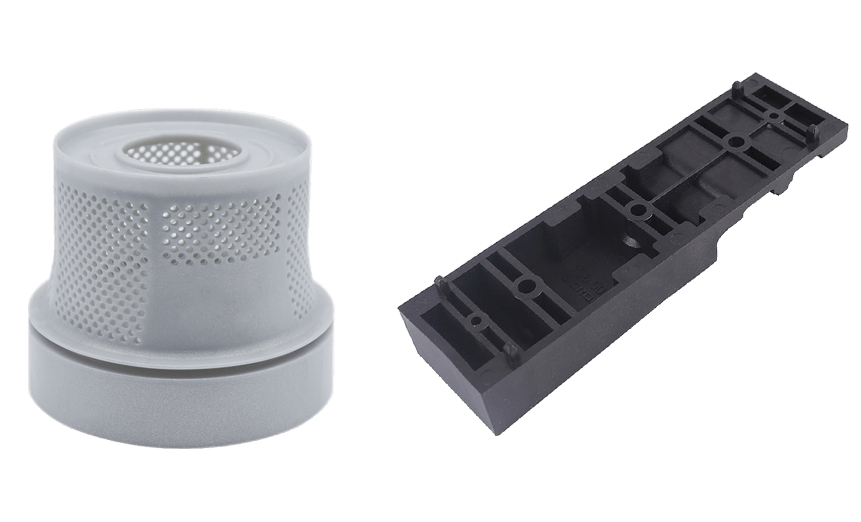
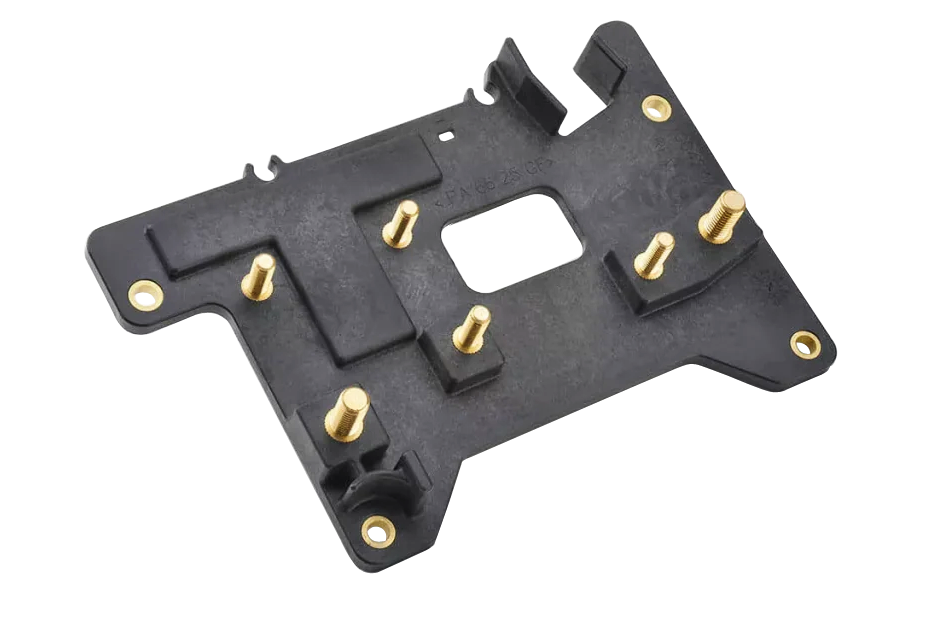
ABS (Acrylonitrile Butadiene Styrene) is a common thermoplastic polymer known for its toughness, rigidity, and impact resistance. It's widely used in a variety of applications, including automotive parts, consumer electronics, toys (like LEGO bricks), and 3D printing.
Subtypes
- ABS Beige(Natural)
- ABS Black
- ABS Black Antistatic
- ABS Milky White
- ABS+PC Black
- ABS+PC White

PA (Nylon) is a versatile synthetic polymer known for its high strength, toughness, and excellent chemical and wear resistance, commonly used in textiles, automotive components, and industrial applications.
Subtypes:
- PA(Nylon) Blue
- PA6 (Nylon)+GF15 Black
- PA6 (Nylon)+GF30 Black
- PA66 (Nylon) Beige(Natural)
- PA66 (Nylon) Black
PE (Polyethylene) is a lightweight, durable, and versatile thermoplastic widely used in packaging, containers, and plastic bags due to its excellent chemical resistance and flexibility.
Subtypes:
- PE Black
- PE White
PEEK (Polyether Ether Ketone) is a high-performance engineering thermoplastic known for its exceptional mechanical strength, chemical resistance, and thermal stability, making it ideal for demanding applications in aerospace, medical devices, and industrial components.
Subtypes:
- PEEK Beige(Natural)
- PEEK Black

PMMA (Acrylic) is a transparent thermoplastic known for its excellent optical clarity, weather resistance, and shatter resistance, commonly used as a lightweight and durable alternative to glass in applications like windows, lenses, and displays.
Subtypes:
- PMMA Black
- PMMA Transparent
- PMMA White
POM (Polyoxymethylene) is a strong, stiff engineering thermoplastic with low friction and excellent dimensional stability, commonly used in precision parts like gears, bearings, and fasteners.
Subtypes:
- Dark brown (coffee) POM 100AF
- POM Black
- POM Blue
- POM White

PP (Polypropylene) is a versatile, lightweight thermoplastic known for its high chemical resistance, toughness, and flexibility, commonly used in packaging, automotive components, and textiles.
Subtypes:
- PP Black
- PP White
- PP+GF30 Black
HDPE (High-Density Polyethylene) is a strong, durable thermoplastic with excellent chemical resistance and high impact strength, widely used in products like pipes, bottles, and plastic containers.
Subtypes:
- HDPE Black
- HDPE White
HIPS (High Impact Polystyrene) is a tough, impact-resistant thermoplastic often used in products like packaging, disposable cups, and appliance housings due to its durability and ease of processing.
Subtypes:
- HIPS Board White

- LDPE White

PBT (Polybutylene Terephthalate) is a strong, durable thermoplastic with excellent electrical insulation properties, chemical resistance, and dimensional stability, commonly used in automotive parts, electronics, and household appliances.
Subtypes:
- PBT Black
- PBT Milky White(Natural)

PPA (Polyphthalamide) is a high-performance thermoplastic known for its exceptional mechanical strength, high-temperature resistance, and chemical resistance, often used in automotive, electrical, and industrial applications.

PAI (Polyamide-imide) is a high-performance thermoplastic known for its exceptional strength, thermal stability, and wear resistance, making it ideal for demanding applications like aerospace components, bearings, and seals.
Subtypes:
- PAI Brown

PET (Polyethylene Terephthalate) is a strong, lightweight thermoplastic with excellent clarity and moisture resistance, commonly used in beverage bottles, food packaging, and synthetic fibers.
Subtypes:
- PET Black
- PET White
- PET+GF30 Black
- PET+GF30 White

PPS (Polyphenylene Sulfide) is a high-performance thermoplastic known for its excellent chemical resistance, thermal stability, and mechanical strength, making it ideal for demanding applications in automotive, electronics, and industrial components.
Subtypes:
- PPS Black
- PPS White
- PPS+GF30 Black
- PPS+GF30 White
PS (Polystyrene) is a versatile, lightweight thermoplastic known for its ease of processing and rigidity, commonly used in packaging, disposable cutlery, and insulation materials.
Subtypes:
- PS Transparent

PVC (Polyvinyl Chloride) is a durable, versatile thermoplastic known for its excellent chemical resistance and flexibility, widely used in construction, plumbing, and electrical insulation.
Subtypes:
- PVC Grey
PTFE (Polytetrafluoroethylene) is a non-reactive, low-friction thermoplastic with excellent chemical and heat resistance, often used in non-stick coatings and industrial seals.
Subtypes:
- Teflon (PTFE) Black
- Teflon (PTFE) White

UPE (Ultra-High Molecular Weight Polyethylene) is a highly durable, low-friction thermoplastic with exceptional impact resistance and wear properties, commonly used in applications like liners, bearings, and medical devices.
Subtypes:
- UPE Black
- UPE White
Bakelite is an early synthetic polymer known for its hardness, electrical insulation properties, and heat resistance, commonly used in electrical components, household items, and industrial applications.
Subtypes:
- Bakelite Black
- Bakelite Orange
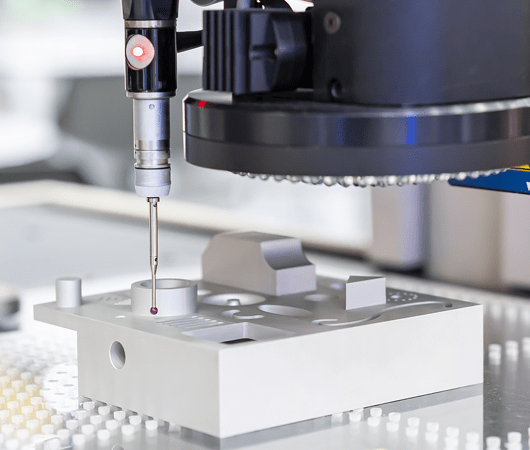
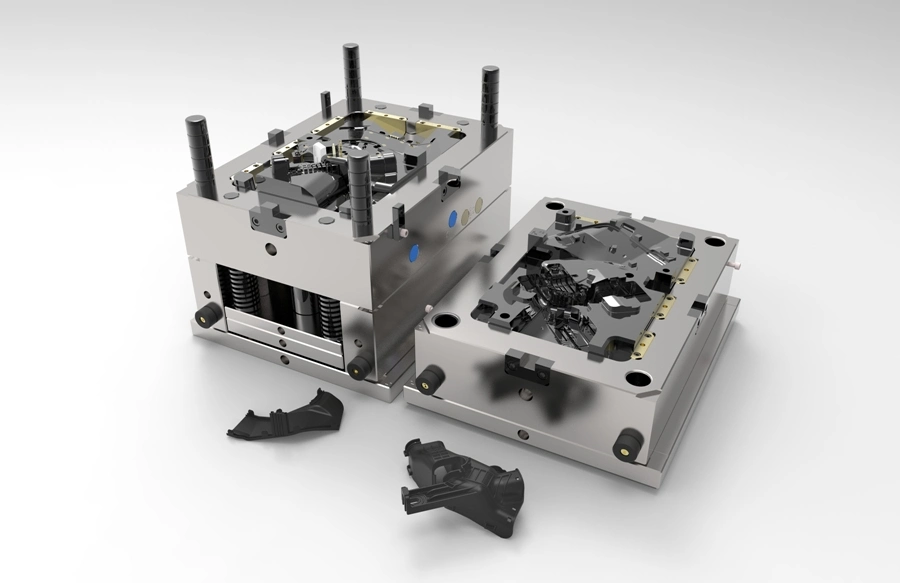
What Is Precision Injection Molding: Process, Advantages and Materials
Share: Table of Content Table of Content I work with parts that have to fit, seal, and function the first time, every time. When tolerances
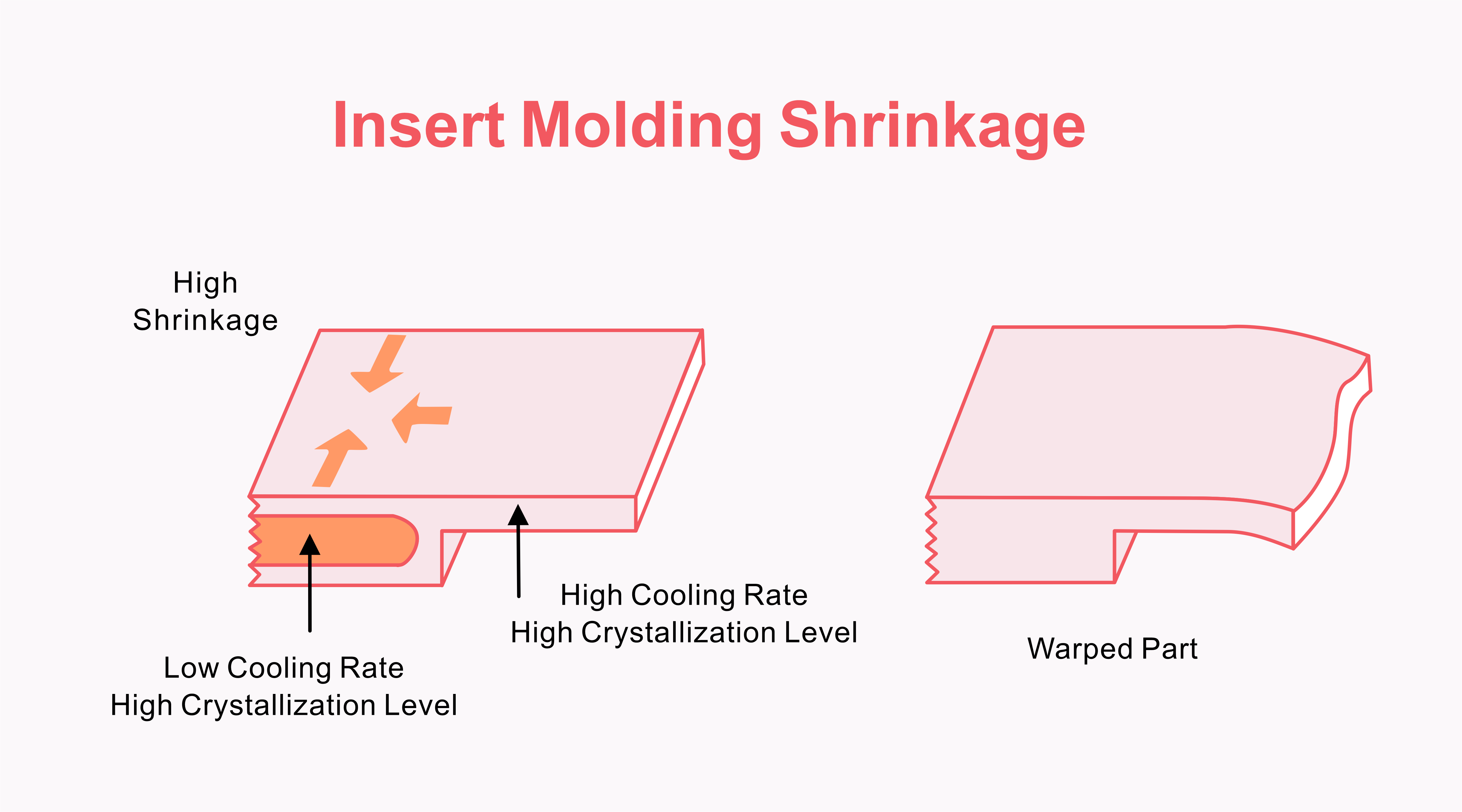
Plastic Shrinkage in Injection Molding: What It Is and How to Control It
Share: Table of Content Table of Content Every type of plastic shrinks as it cools from molten to solid. If that contraction isn’t accounted for,
Screw Boss Design Guidelines in Injection Molding
Share: Table of Content Table of Content A screw boss looks like a small detail. It is not. When one fails in injection molding, it