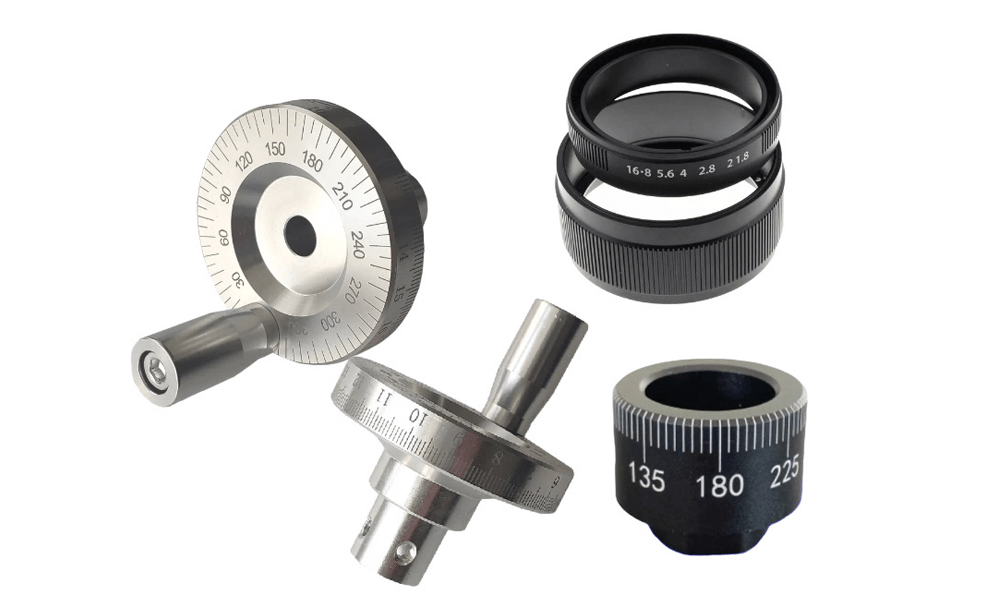
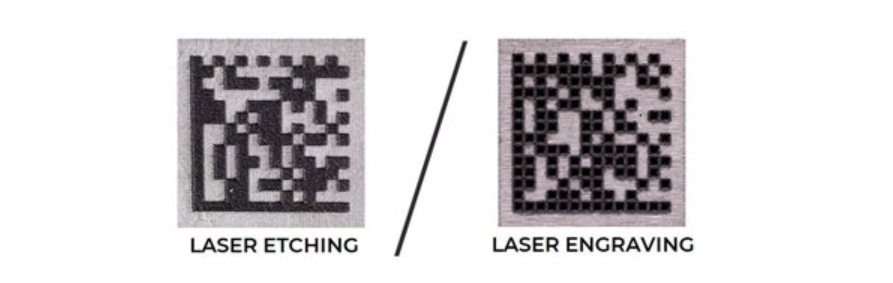
I numeri di serie, i codici a barre e i codici Data Matrix sui componenti industriali sono le applicazioni più comuni. Oltre al settore manifatturiero, trova impiego nell'etichettatura di dispositivi medici, nella personalizzazione di gioielli, nella segnaletica, nei premi e nella lavorazione personalizzata di pelle o legno.