











Acciaio per utensili
L'acciaio per utensili è un acciaio al carbonio e legato con elevata durezza, resistenza all'usura e tenacità, che lo rende adatto a resistere alle sollecitazioni e ai requisiti della produzione di stampi.
Sottotipi:
P20 H13 S7 NAK80
718 718H 738

Acciaio inossidabile
L'acciaio inossidabile può resistere a temperature più elevate rispetto ad altri materiali per stampi. Questa proprietà lo rende adatto ai processi di stampaggio di materie plastiche che comportano temperature elevate o rapide fluttuazioni di temperatura.
Sottotipi:
136 301 303 304
316 316L 420

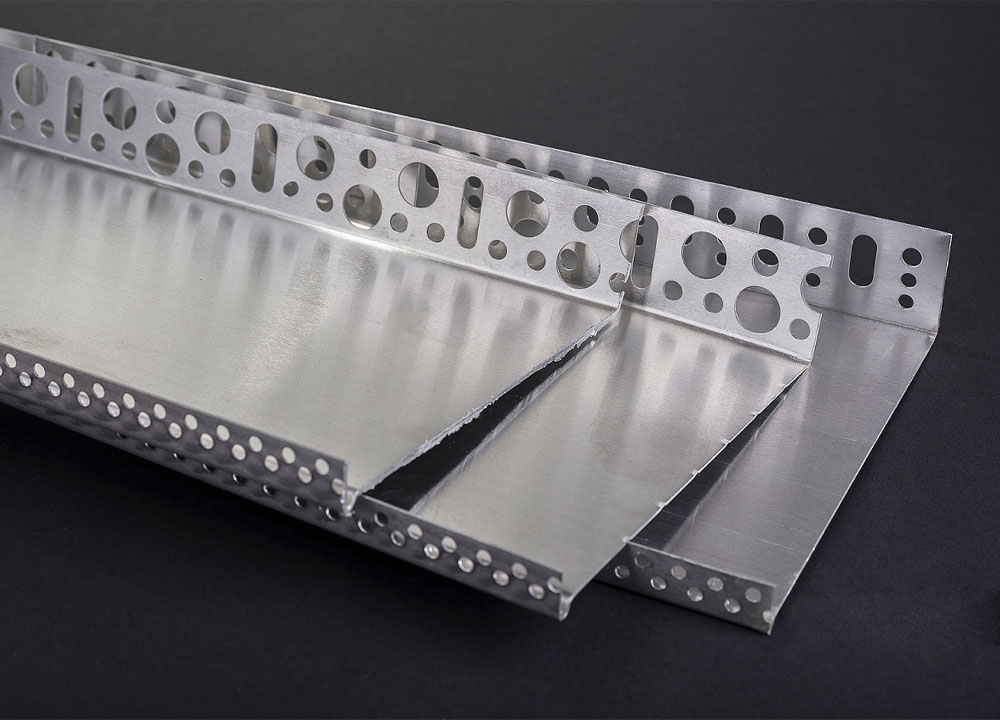
Alluminio
L'alluminio potrebbe non possedere la stessa durezza e resistenza all'usura dell'acciaio per utensili, gli stampi in alluminio offrono notevoli vantaggi in termini di costo, struttura leggera e conduttività termica.
Sottotipi:
5052 6061 7075
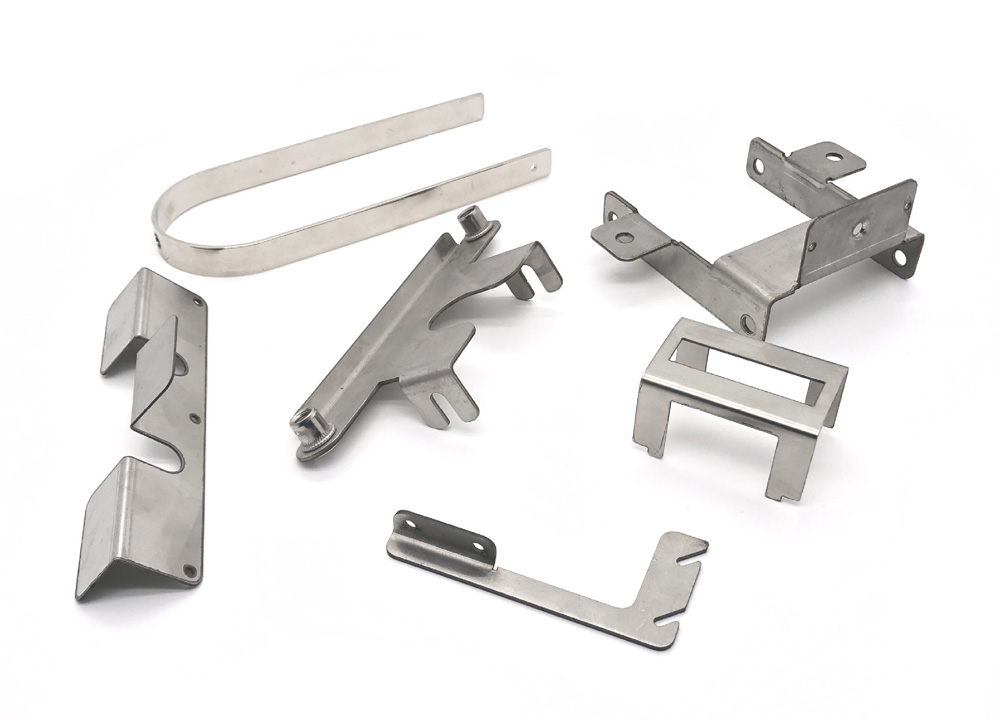
Acciaio dolce
L'acciaio è il materiale più comunemente utilizzato per la lamiera. È un materiale resistente e durevole che può essere facilmente formato e fabbricato. La lamiera d'acciaio è spesso utilizzata nei settori dell'edilizia, automobilistico e aerospaziale.
Sottotipi:
Acciaio dolce 1008 Acciaio dolce 1018 Acciaio dolce 1020
Acciaio dolce 1025 Acciaio dolce 1045 Acciaio laminato a freddo












8 diversi tipi di servizi di stampaggio di plastica e il loro utilizzo
Quando si tratta di produrre prodotti in plastica, è necessario il giusto tipo di servizio di stampaggio per portare a termine il lavoro. Ci sono