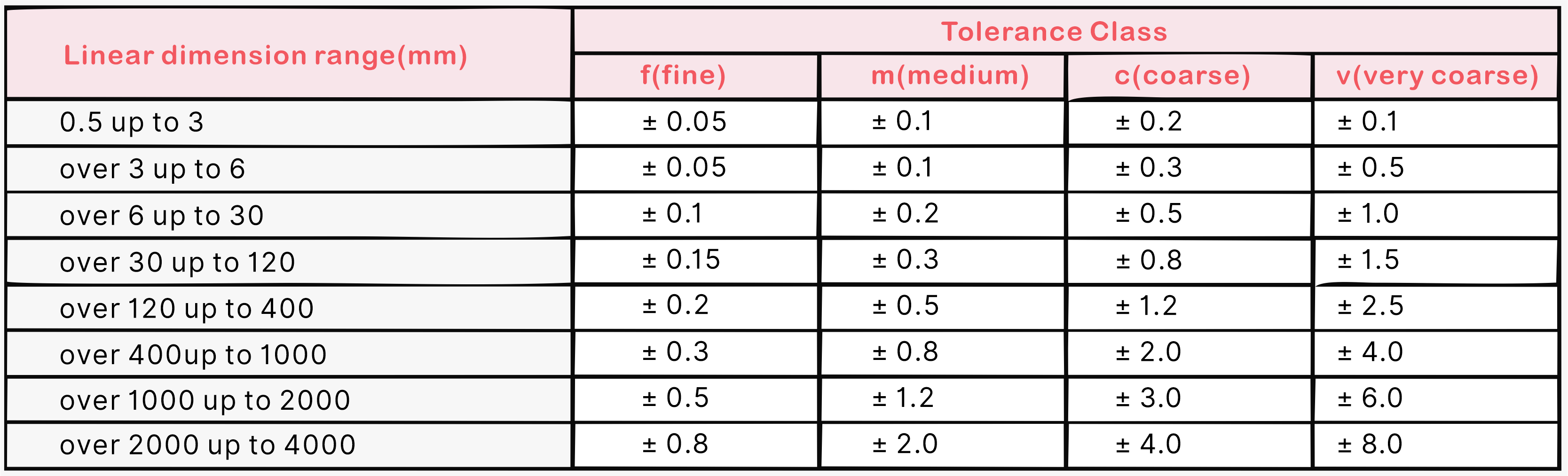
加工公差,也称为尺寸精度,是指图纸测量值与最终尺寸之间的最大允许偏差。它通常由前面带有 ± 符号的数字表示。
例如,如果为蓝图长度为 10 毫米的零件指定 ±0.05 毫米的公差,则最终测量结果可能介于 9.95 毫米和 10.05 毫米之间。任何在此范围内的值都将通过质量检验。
数控加工 以其极高的精度和实现严格公差的能力而闻名。然而,以更小或更严格的公差表示的高精度将显着增加加工成本和生产时间。由于不同的组件需要不同的精度级别,因此分配特定的组件更具成本效益 CNC加工公差 根据零件要求。
这样,机械师可以根据需要在较宽松的公差或较严格的公差之间变化。