CNC drilling and CNC boring both produce holes, but they are not interchangeable. Drilling creates a hole in solid material; boring refines a hole that already exists. This guide first defines each process briefly, then breaks down every difference that matters — one by one — so you can see exactly where and how the two diverge.
What is CNC Drilling?
CNC drilling uses a rotating, multi-edged drill bit that plunges into solid stock to create a new hole. The bit’s diameter sets the hole size, and chips clear through its spiral flutes as it cuts. Drilling is fast and repeatable, which makes it the standard way to produce holes in volume — and the first step for most holes that are later refined by other operations.

What is CNC Boring?
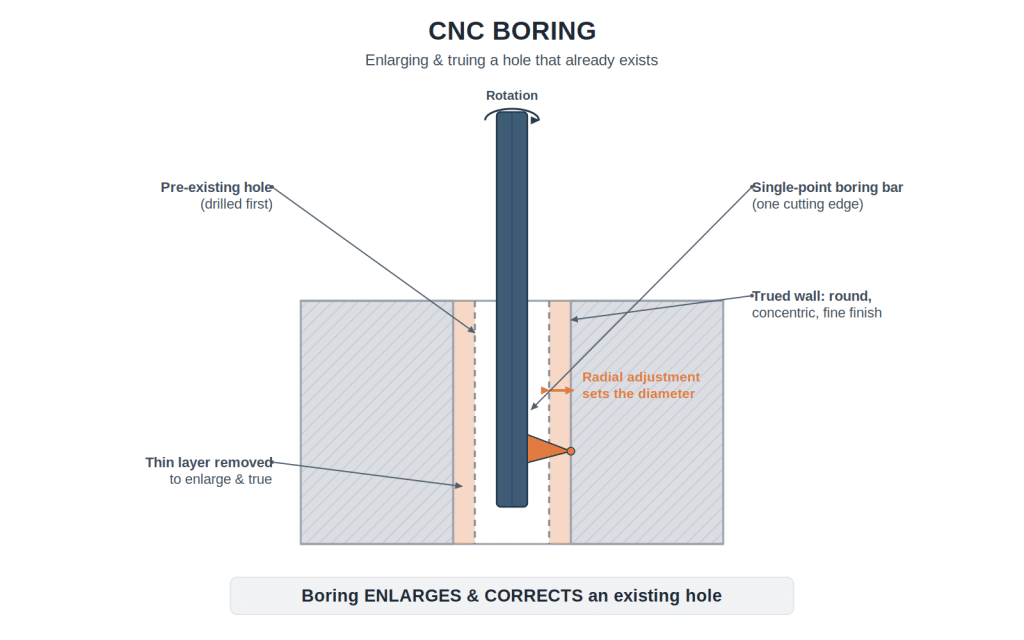
CNC boring uses a single-point boring bar or adjustable boring head to enlarge and true a hole that already exists. Instead of a fixed tool size, the cutting edge is positioned radially to set an exact diameter. Boring cannot start a hole; its purpose is to bring a pre-drilled, cast, or forged hole to a precise size, position, and surface finish.
CNC Drilling vs CNC Boring: Quick Comparison
| Criterion | CNC Drilling | CNC Boring |
|---|---|---|
| Function | Creates a new hole | Enlarges & refines an existing hole |
| Order | First (works on solid stock) | Second (needs a pre-existing hole) |
| Cutting tool | Multi-point drill bit | Single-point boring bar / head |
| Cutting edges | Two or more | One |
| Diameter | Fixed to the drill size | Adjustable to any diameter |
| Max hole size | Limited by drill size | No inherent limit |
| Hole shape | Cylindrical, conical bottom | Cylindrical, tapered, stepped, complex |
| Depth | Adds depth by plunging | Enlarges diameter only, no added depth |
| Accuracy | IT10–IT13, can wander | IT6+, corrects geometry |
| Surface finish | Ra 1.6–6.3 µm | Ra 0.4–1.6 µm |
| Speed / removal rate | High, fast | Lower, slower |
| Cost & lead time | Low, quick | Higher, longer |
CNC Drilling vs CNC Boring: The Differences in Detail
Function and Purpose
The most basic difference is what each operation sets out to do.
CNC Drilling exists to create a new hole in solid material as quickly as possible. It establishes a hole’s initial location and diameter and is the starting operation for most holes — including those later finished by boring, reaming, or tapping. Its priority is speed and throughput, not final precision.
CNC Boring exists to improve a hole that is already there. It enlarges the hole to an exact size and raises its accuracy and surface quality. Boring never originates a hole; its entire job is to bring an existing one to final specification.
Order of Operation
The two processes sit at different stages of the machining sequence.
CNC Drilling is almost always the first hole-making step, performed on solid stock (sometimes after a center or spot drill to fix the location). Everything downstream depends on the hole it opens.
CNC Boring is a follow-on operation. It requires a pre-existing drilled, cast, or forged hole and is run after drilling to refine what the drill left behind. You cannot bore a hole that has not been started.
Cutting Tool
Each process uses a fundamentally different tool, and the tool drives everything else.
CNC Drilling uses a rotating twist drill — a fluted, multi-edged bit made in several styles (twist, spade, core) and a fixed range of standard sizes. The tool’s diameter defines the hole.
CNC Boring uses a boring bar or adjustable boring head carrying a single cutting insert. The insert’s radial position — not a fixed tool size — sets the final diameter, which is why boring can hit non-standard sizes and exact fits.
Cutting Edges
The number of cutting edges separates a roughing tool from a finishing tool.
CNC Drilling uses a multi-point tool with two or more cutting edges — a standard twist drill has two lips joined by a central chisel edge. Multiple edges remove material quickly, but make it harder to hold a precise, perfectly round diameter.
CNC Boring uses a single-point tool with one cutting edge. One edge removes less material per revolution, but gives far tighter control over the final diameter, roundness, and finish.
Hole Diameter and Diameter Control
How each process sets and limits diameter is one of the clearest practical differences.
CNC Drilling produces a hole whose diameter is fixed by the bit you fit — you get the tool’s size, plus a small amount of oversize from runout, with no independent adjustment. It is also capped: you cannot drill a hole larger than the biggest available bit.
CNC Boring produces a hole whose diameter is set by the tool’s radial position and is finely adjustable, down to microns. There is no inherent maximum — boring reaches large diameters and precise, non-standard sizes that drilling cannot.
Hole Shape
The processes differ in the internal geometries they can produce.
CNC Drilling generally produces a straight cylindrical hole with a conical bottom left by the 118° drill point. Specialized bits such as countersinks can add simple conical features, but the geometry options are limited.
CNC Boring can produce cylindrical, tapered, stepped, and other complex internal geometries by controlling the tool path and, with adjustable heads, the diameter along the length of the bore.
Axial Length Adjustment
The two processes control depth very differently.
CNC Drilling extends a hole’s depth by plunging the bit further along its axis; depth is controlled by feed rate and dwell. Drilling both creates and deepens holes.
CNC Boring cannot plunge to extend length — it only enlarges the diameter of the existing hole. Boring changes a hole’s width and quality, not its depth.
Working Process and Motion Path
The cutting action and the direction of tool motion are distinct.
CNC Drilling rotates a multi-edged bit and feeds it straight down the Z axis into solid material. Cutting happens at the tip, where the lips meet at a point, and chips spiral out through the flutes. The motion is essentially axial.
CNC Boring sweeps a single point along the inside wall of an existing hole, removing material from the wall in controlled passes. The motion combines rotation with radial depth of cut and axial traverse along the bore.
Precision and Accuracy
This is the difference that decides which process a critical hole needs.
CNC Drilling holds a loose tolerance band, roughly IT10–IT13. Because a drill is long and self-guiding, it tends to wander off-center and can leave taper or out-of-round walls — and it cannot correct a position error it has already created.
CNC Boring is far more accurate: IT6 or better, with general CNC boring around ±0.01–0.05 mm and rigid, high-end setups reaching ±0.005 mm. Because the single point follows the machine’s spindle axis rather than the drilled wall, boring corrects position, roundness, straightness, and concentricity.
Surface Finish
The two processes leave very different wall quality.
CNC Drilling leaves a comparatively rough wall — typically Ra 1.6–6.3 µm — because multiple edges cut fast and chips drag along the surface. That finish suits fastener and clearance holes, but not sealing or sliding surfaces.
CNC Boring leaves a smooth wall — around Ra 0.4–1.6 µm with a finishing pass — thanks to the single sharp edge and light cuts. This is the finish required for seals, bearing fits, and sliding components.
Material Removal Rate and Speed
The processes differ in how fast they cut and how much they remove.
CNC Drilling runs at high spindle speeds and removes material fast, giving a high material-removal rate and short cycle times — ideal for high-volume hole-making.
CNC Boring runs slower, at lower cutting speeds, and removes less material per pass because it works in light finishing cuts. It trades speed for accuracy.
Cost and Lead Time
The practical consequence of everything above is a difference in cost and turnaround.
CNC Drilling is inexpensive and quick, with fast turnaround — the advantage grows across many holes or many parts.
CNC Boring adds setup, tool adjustment, and cycle time, so it costs more per feature and lengthens lead time. You pay for it only where the precision is genuinely required.
Which One Should You Choose?
The decision comes down to one question: does the hole’s size, tolerance, position, or finish exceed what a drill can hold?
- Drill only when standard tolerance is acceptable — clearance holes, fastener holes, pilot holes, and high-volume work.
- Drill, then bore when you need a precise or non-standard diameter, a tight fit, a corrected position, a large or deep bore, or a fine surface finish — bearing seats, engine and hydraulic bores, dowel-pin holes, and line-bored housings.
The two are complementary, not competing: drill to create, bore to correct and size.
At Madearia we run both in one CNC machining workflow — drilling for fast, accurate hole creation and single-point boring for the tight-tolerance bores, precise fits, and corrected geometry that critical parts depend on.