






Tool Steel
Tool steel is a carbon and alloy steel with high hardness, wear resistance and toughness, making it suitable to withstand the stresses and requirements of die production.
Subtypes:
P20
H13
S7
NAK80
718
718H
738

Stainless Steel
Stainless steel can withstand higher temperatures compared to some other mold materials. This property makes it suitable for plastic molding processes that involve elevated temperatures or rapid temperature fluctuations.
Subtypes:
136 301
303
304
316
316L 420

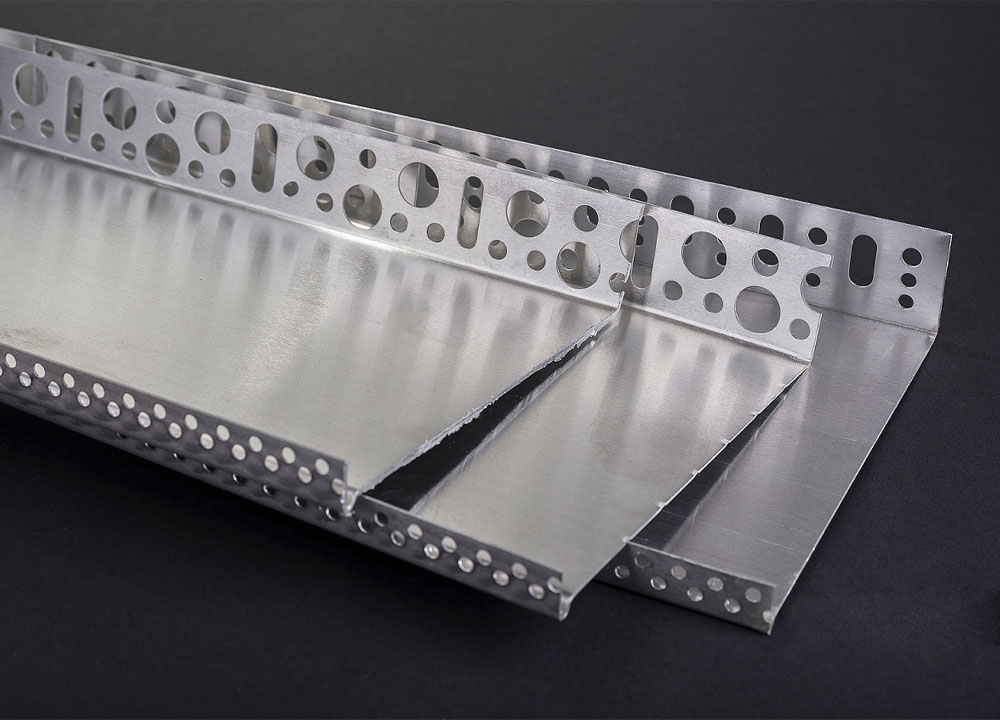
Aluminum
Aluminum may not possess the same hardness and wear resistance as tool steel, aluminum molds offer distinct advantages in terms of cost, lightweight construction, and thermal conductivity.
Subtypes:
5052
6061
7075
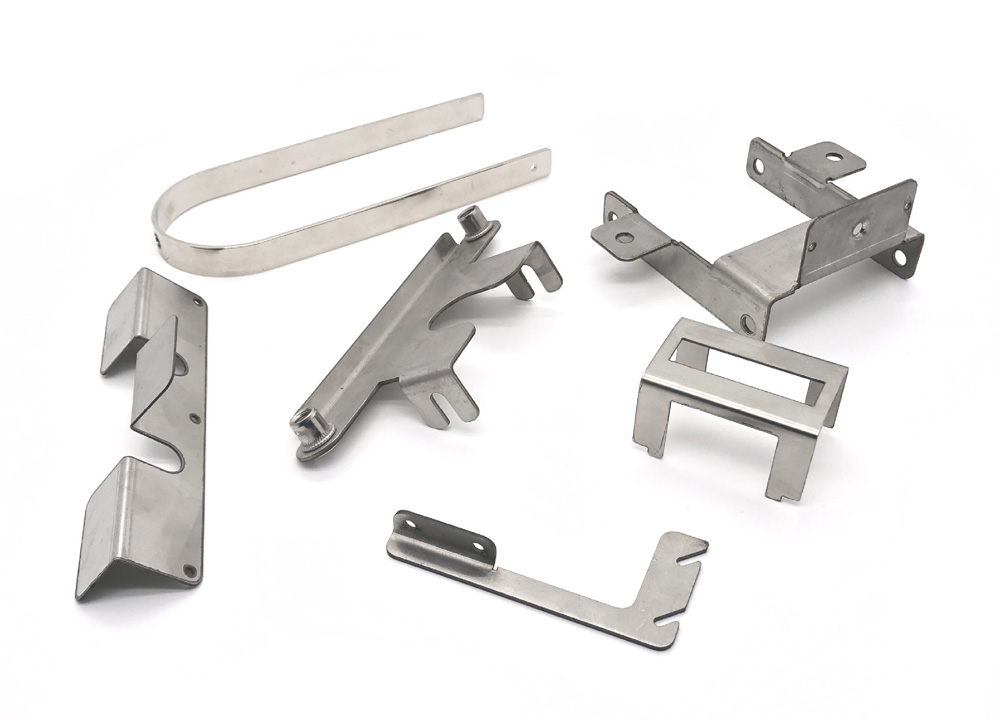
Mild Steel
Steel is the most commonly used material for sheet metal. It is a strong and durable material that can be easily formed and fabricated. Steel sheet metal is often used in construction, automotive, and aerospace industries.
Subtypes:
Mild steel 1008
Mild steel 1018
Mild steel 1020
Mild steel 1025
Mild steel 1045
Cold Rolled Steel













8 Different Types Of Plastic Molding Services And Their Use
When it comes to manufacturing plastic products, you need the right type of molding service to get the job done. There are