Making threads is perhaps one of the fundamental things you do in the workshop now and then. For a long time, threading was the method everyone relied on.
What if I told you there is a more flexible and precise method? Yes, especially when you’re dealing with tricky materials.
This process is known as thread milling. It’s a method that gives amazing control and top-notch thread quality. So, if you’re someone who works on high-value components or tough alloys, you’d find this method a lot easier.
In the next few minutes of this blog, I’ll walk you through everything you need to know about thread milling. We’ll look at how it works, the advantages, some of its drawbacks, and everything in between.
Sounds good? Let’s get to it.
What is Thread Milling?
Let’s start with the first obvious question. What do we mean by thread milling?
Think of it like this: Let’s say you have a hole, and you want to mill a spiral groove inside the hole. This is what we call a thread, which you’re used to.
Thread milling takes a different approach. You don’t use a tool that pushes through the hole to create the thread all at once.
Instead, you use a smaller, rotating cutter to get the job done. This tool works its way into the hole in a spiral pattern, forming the threaded piece by piece.
Imagine trying to draw a perfect spiral on the inside of a pipe with a very sharp pencil. It can be a lot of work, right? But this machine takes the burden, ensuring the spiral has exactly the shape and pitch you want.
With this method, you can determine the final size and quality of the thread yourself, which is pretty ingenious. This technique is a step further than standard threading and offers a higher level of precision.
How Does Thread Milling Work?
It may seem a little complicated, but in reality, it’s like a beautifully coordinated dance between the machine and the tool. It all takes place on a CNC (Computer Numerical Control) machine, which is extremely important for those precise movements we need.
Let’s just break down the steps:
Drilling the hole:
Alright, let’s start with the basics: You first need a hole. Use a standard drill bit to drill a hole with a specific diameter. This hole will serve as the base for your internal thread.
Position the cutter:
Next, you need to slide the thread cutter into the hole and set it to the correct depth. It has not yet touched the sides.
The helical path:
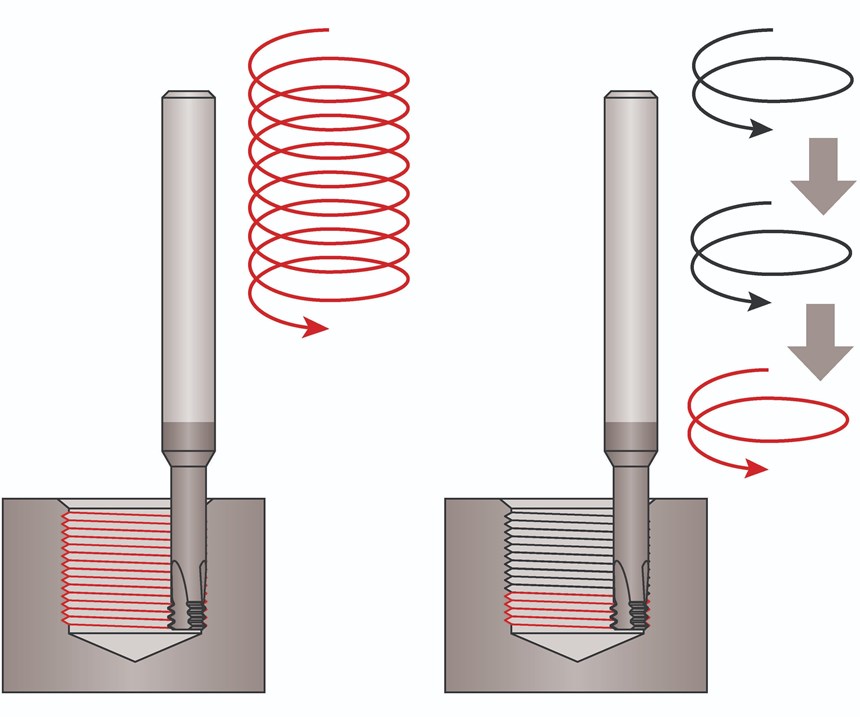
This is where all the fun really starts. The CNC programming instructs the tool to do something known as “helical interpolation.” The cutter rotates in a circle and simultaneously slides up or down along the axis of the hole. Together, these movements result in a full 360° rotation for each thread pitch.
Climb milling:
If you want to achieve the best results, you should opt for a technique known as climb milling. The milling cutter rotates in the same direction as it moves along the workpiece. With this method, you can achieve a smoother surface, minimize tool deflection and extend the life of your tools.
Completing the thread:
The milling cutter follows this spiral path to the length of the thread you require. You can complete many thread types in a single pass. When you are finished, the tool retracts into the center of the hole and comes out, leaving a beautifully formed thread. During the cut, the coolant ensures that everything stays cool, and the tiny metal shavings are flushed away.
Types of Thread Milling Cutters
The tool you choose will have a big impact on how well you do your job and the results you achieve. There are many different types of cutters, but they generally fall into three main categories.
1. Straight fluted thread mill
This is a typical type of thread milling cutter with straight cutting edges that run parallel to the axis of the tool. They are usually made of solid carbide, which gives them high toughness.
These tools are ideal for universal thread milling in various materials, such as cast iron and aluminum. They are a reliable option, but the straight flutes can make the cutting motion a little more intense, which can sometimes lead to additional vibrations.
2. Helical Flute Thread Mills
If you want a smoother operation, a thread milling cutter with a spiral flute is a good choice. The flutes, i.e., the grooves with the cutting edges, run in a spiral around the tool, as the name suggests.
This design allows the cutting edges to gradually interact with the material of the workpiece. You get a cleaner cut, less vibration and lower cutting forces. This usually results in better thread quality and longer tool life, making them excellent high-performance thread mills, especially when working with tough materials.
3. Single Profile Thread Mills
Single-profile taps are truly the most versatile of them all. These cutters only have a single row of cutting teeth. They do take a little longer, as they need several passes to complete a thread, but the flexibility they offer is simply incredible.
You can produce a variety of thread pitch and diameter combinations with a single tool. You can cut both right-hand and left-hand threads with the same tool; simply change the CNC programming to allow this. They are perfect for bespoke work or workshops working with a variety of thread sizes.
Advantages of Thread Milling
So what makes thread milling a better choice than traditional methods? There are some pretty significant advantages, especially when it comes to demanding applications.
Great thread quality:
The method of cutting ensures that the threads have a really nice surface finish. The material does not tear out or deform, as is sometimes the case with thread cutting.
A single-thread milling cutter offers great flexibility as it can cut threads with the same pitch in holes with different diameters. It can produce both internal and external threads as well as right-hand and left-hand threads.
Safer for your workpiece:
If the tool breaks during thread cutting, it usually gets stuck deep in the workpiece, and that can be a real mess. When thread milling, the milling cutter will always be smaller than the hole. If something breaks off, the tool just falls off without getting stuck, protecting your important part. We have really reduced the risk.
Handles hard materials with ease:
This method shines where others struggle. It’s great for making threads in tough materials like hardened steel, titanium and other difficult alloys because it creates less stress and heat.
Good chip control:
This process produces small, comma-shaped crisps that the coolant can easily flush out of the hole. This prevents the crisps from jamming, a typical problem in a blind hole.
Full thread depth:
Thread milling allows you to cut a complete thread down to the bottom of a blind hole, which is often difficult to achieve with a tap.
Extended tool life:
As the cutting forces are lower and more evenly distributed, thread milling cutters generally have a longer tool life than taps, especially in hard materials.
Disadvantages of Thread Milling
Of course, no process is perfect for every scenario, but there are a few things you should consider before you consider thread milling.
Slower cycle times:
Once it comes to standard, high-volume production of simple threads in lightweight materials, you’ll find that thread milling typically takes longer than thread cutting. With thread cutting, the thread is created by a simple in-and-out movement.
Programming requirements:
So, in terms of programming, we need to use helical interpolation. This is a little more difficult as it requires more complex CNC programming. Even though modern software has made things a little easier, this is still an extra step compared to a simple threading cycle.
Higher initial tool costs:
Initial tooling costs can be slightly higher. High-performance thread milling cutters, especially those made of high-quality carbide and with special coatings, are initially more expensive than a standard tap.
Machine capacity:
When it comes to machine performance, you need a CNC machine that is both rigid and capable of moving smoothly in all three axes — X, Y and Z— – simultaneously to get the job done right.
Applications of Thread Milling
With its unique advantages, thread milling has become the favored method in some key industries where precision and reliability are absolutely essential.
1. Aerospace industry
The aerospace industry relies on materials such as titanium and nickel-based superalloys. These materials are very tough. Thread milling is ideal in this situation as it can easily cope with these materials, and the reduced risk of tool breakage is extremely important when a single part can cost thousands of pounds.
2. Automotive industry
The automotive industry requires reliable and consistent threads, whether for cast iron engine blocks or lightweight aluminum parts. Thread milling is a technique for producing threads for sensors, bolts and other important components where quality really matters.
3. Medical devices
Medical implants and instruments need to be manufactured with great precision, and they are usually made from materials such as stainless steel and titanium. The threads really need to be just right. Thread milling gives you the control you need to produce small, clean threads that meet strict medical standards.
4. Precision machining
If you run a workshop that produces customized parts, prototypes or high-quality components, thread milling is definitely a handy tool to have in your arsenal. It allows you to easily machine different thread sizes and types with a single tool, which significantly increases efficiency for low-volume tasks with a high number of variants.
5. Power generation industry
Large components made of strong steel are often used in power stations and in oil and gas production. Thread milling is a technique for cutting large-diameter threads on parts where the forces involved would be too great for thread cutting.
Tips for Thread Milling
Here are some simple tips to help you achieve the best results:
Always use climb milling: Make sure you use climb milling! This will give you a smoother cut and extend the life of your tools.
Optimize your speeds and feeds: Use the tool at the speed recommended by the manufacturer without hesitation. Sometimes, taking it slow is not the best solution.
Use plenty of coolant: Make sure you use plenty of coolant because a good coolant flow is very important. It helps to keep the cutting-edge cool, and, more importantly, it flushes the crisps out of the hole.
Be sure to check your programming: make sure your CNC program is exactly right, especially when it comes to the helical interpolation path and diameter compensation.
Match the tool to the task: Choose the appropriate cutter based on the material of your
Thread Milling vs. Tapping: What is the Difference?
I hear this question quite often. Although both methods are used to make threads, there are some important differences. Let’s take a quick look at how these options differ so you can figure out which is best for your job.
The biggest difference is the degree of control. Thread milling allows you to take control of the entire thread-making process, while tapping is a bit more aggressive and doesn’t allow as much flexibility.
Frequently Asked Questions About Thread Milling
Q: What is the thread milling method?
Thread milling is a machining process that uses a rotating cutting tool that moves along a helical path to create a thread in a hole or on a cylindrical part. You need a CNC machine that can move in three axes simultaneously.
Q: What are the advantages of thread milling?
You’ll find some great benefits here, such as premium thread quality, the ability to create different thread sizes with just one tool, improved safety by reducing the risk of tool breakage or snagging, and it really shines when working with hard and hardened materials.
Q: What is a thread mill used for?
A thread mill is used for cutting internal and external threads. It is especially useful in situations where high precision is required, when machining tough materials such as titanium or when working with high-value parts where the quality of the threads and the safety of the process are really important.
Q: What is the difference between thread milling and tapping?
The main difference lies in the working method and the tools used. In thread milling, you use a cutter that is smaller than the hole to form the thread, which gives you great flexibility and control. Tapping uses a tool that matches the size of the thread to form it in one operation. This method is faster but not as flexible and carries a greater risk.
Conclusion
Thread milling is not just another option for thread cutting but a real solution for various challenges. It offers a reliable and accurate way to create first-class threads, especially when it counts.
If you are dealing with tough materials, require customized thread sizes or simply don’t want to take the risk of a faulty tool damaging an expensive part, this method is the right choice.
Sure, it requires a little more programming and a solid machine, but the benefits in terms of flexibility, quality and process reliability are obvious.
Once you know how it works, you can really unlock a whole new level of performance in your production.