Riveting and welding are the two most common metal joining processes today. Each method has unique characteristics and applications.
Let’s dive into the specifics of riveting and welding to identify the differences, pros, and cons of each method in metal joinery.
What is the Riveting Process?
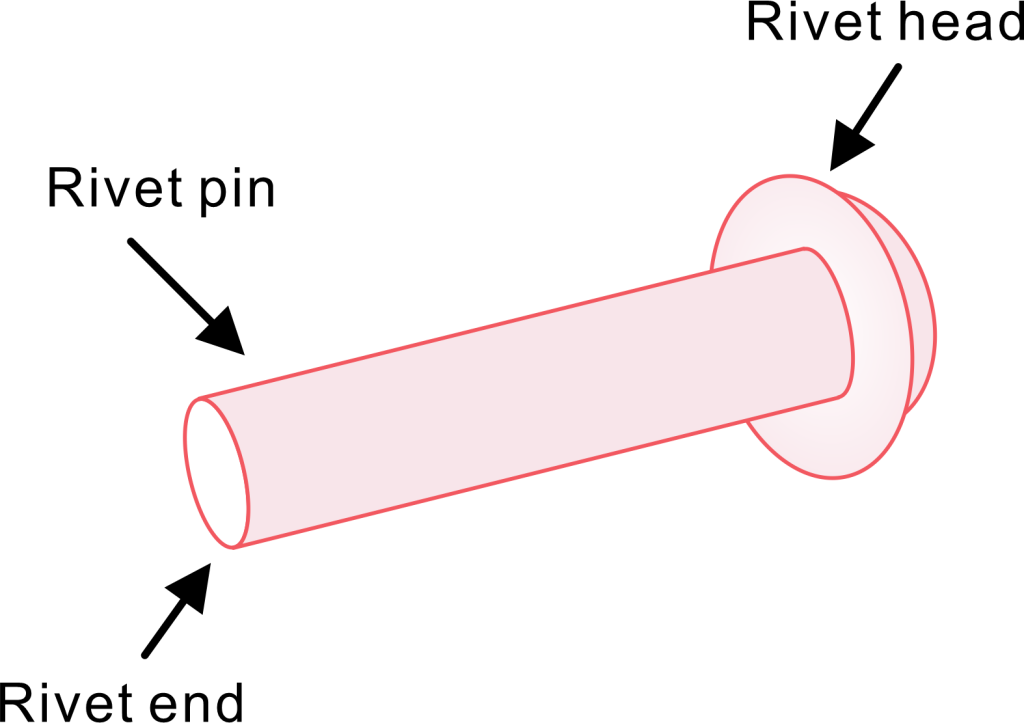
Riveting is best described as a semi-permanent metal joining method that uses mechanical fasteners called rivets. A rivet is a dome-shaped metallic fastener used to join sheet metal. It consists of a head and a shank, referred to as a rivet cap and a rivet, respectively.
Drill holes into the two metal sheet parts you intend to join to start riveting. The riveting process is determined by the type of rivets chosen for the job.
Axial force is used to deform the rivet’s tail. This flattens the tail, clamping the metal sheets together and preventing the rivets from slipping. Rivet caps can be used to cover the riveted areas.
Types of Rivets
Different products call for different rivets, riveting processes, and riveting tools. Let’s learn about the various types of rivets.
Solid rivets
Solid rivets are the simplest to use since a hammer or crimping tool is used to deform the tail. They are made of aluminum, copper, or steel making them ideal for high-strength connections including bridges and buildings.
Blind rivets
Blind rivets, also called pull rivets, are installed via a one-sided process. They are ideal for connections that are difficult to access from the back, such as metal sheets and plastic parts.
Drive rivets
Drive rivets, as the name suggests, are installed by tapping their heads. After installation, the rivet expands and fixes in the hole. Drive rivets are typically used in quick installations such as toys and furniture.
Self-piercing rivets
These rivets are commonly used in metalworking and automotive industries. Self-piercing rivets don’t require to be pre-punched and are fastened by pressure.
Split rivets
Split rivets are typically open at one end and form a curled edge upon installation. They are ideal for light-load applications such as electronics and small household appliances.
Hollow tubular rivets
Hollow tubular rivets are commonly used for weight reduction and conductivity applications. They are mainly used in electronic equipment and electrical connections.
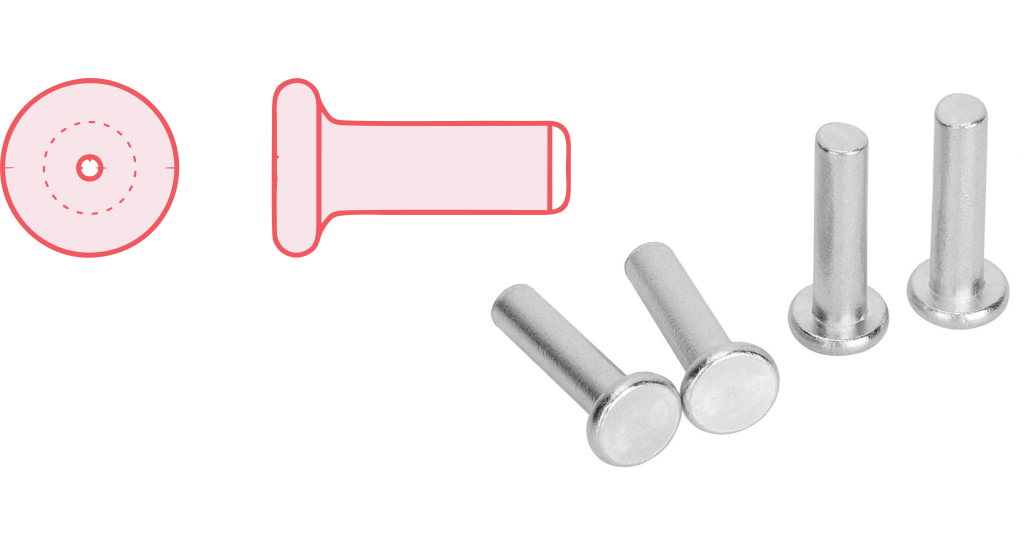
Flat head rivets
Just as the name suggests, the rivets have a flat head that lies flush with the surface. Flat-head rivets are ideal for ornamental products, furniture, and items that require a smooth finish.
How Does Riveting Work?
The riveting process is only complete when the rivet’s tail is crushed or impacted to end up with a dump-shaped appearance. The tail expands to approximately 1.5 times its original diameter.
These steps must be followed to complete the riveting process:
1. Design and Preparation – design precedes the riveting process to ensure a clean preparation, alignment, and proper positioning of parts. The design and preparation phase will guarantee a good connection.
2. Marking and Positioning – Measure and mark the locations to rivet, ensuring the metal parts are properly aligned. Precise marking ensures parts don’t shift and lose alignment after riveting.
3. Drilling – Drill holes in the parts to be connected. Accuracy is important to ensure proper alignment. Ensure the diameter of the holes matches the size of the rivets to be used.
4. Rivet Installation – Place the rivets into the drilled holes and ensure they connect with all parts.
5. Assembly and Alignment – Align the parts correctly and ensure they remain stable during the joining process. Clamps can hold the parts in place.
6. Forming the Rivet Head – A rivet gun or other tool is used to create a head on the other side of the rivet. The process forms the dumbbell shape that presses against the connected parts establishing a secure joint.
7. Inspection and Testing – After completion of riveting, inspection will ascertain that the connection is tight and properly aligned. Tests will verify the strength and stability of the connection and check if the rivet head is damaged or misaligned.
Pros and Cons of Riveting
Riveting has common application in sheet metal fabrication but it carries its pros and cons.
Pros
It’s a non-heat metal joining method.
Durability – Steel, titanium, and aluminum rivets are highly durable and withstand harsh conditions.
Best suited for dissimilar and non-ferrous metal parts.
Flexible design is achieved through various rivet designs and material selections. You can design custom rivets for specific requirements.
An efficient, fast, and reliable joining method.
Ease of maintenance and quality inspections – Riveted items are easy to inspect, repair, and maintain compared to welded parts.
Easy disassembly without damage to the riveted parts.
Cons
High overall cost – Rivets are quite cheap but costs will quickly accumulate due to materials and labor.
Riveted joints tend to create noise.
Significant increase in overall weight.
Corrosion in the riveted area may increase maintenance costs.
Drilling holes in the sheet metal creates areas of brittleness and weakness.
What is the Welding Process?
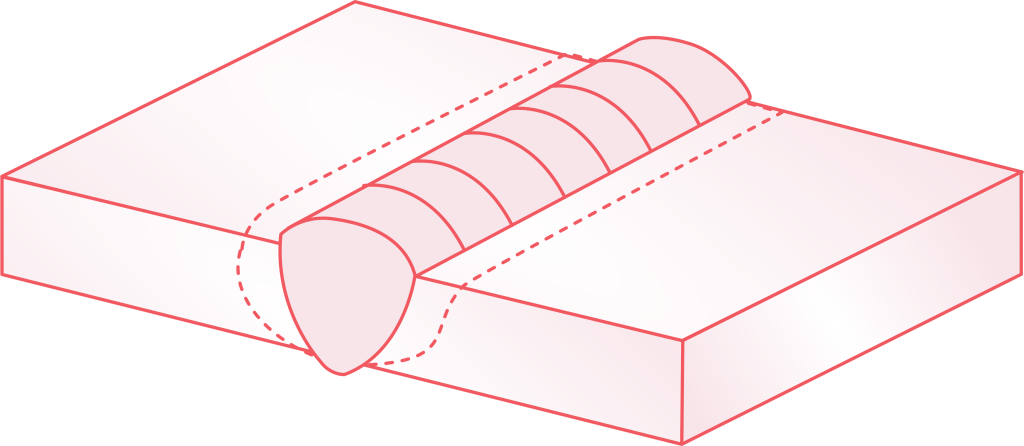
Welding is a thermal process used in fabrication to join two similar or dissimilar metal parts. Welding is a permanent process that uses heat and pressure to melt metal parts and thereafter cool them to allow the formation of a rigid joint. Arc welding is a general term for welding processes that use an electric arc to create heat. A completed weld joint is known as a weldment. Welding is the most popular method used to join metals.
The parts to be joined are referred to as parent material or base material while the material added to form the joint is the filler metal or consumable. Consumables selected to match the composition of the parent material form a homogenous weld. A filler metal with a different composition to the base material forms a heterogeneous weld.
Types of Welding Joints
The common welded joints include:
Butt Joint
The most common and straightforward type of welded joint. You place the metals to be joined in the same plane with the two parts forming an angle between 135° and 180°.
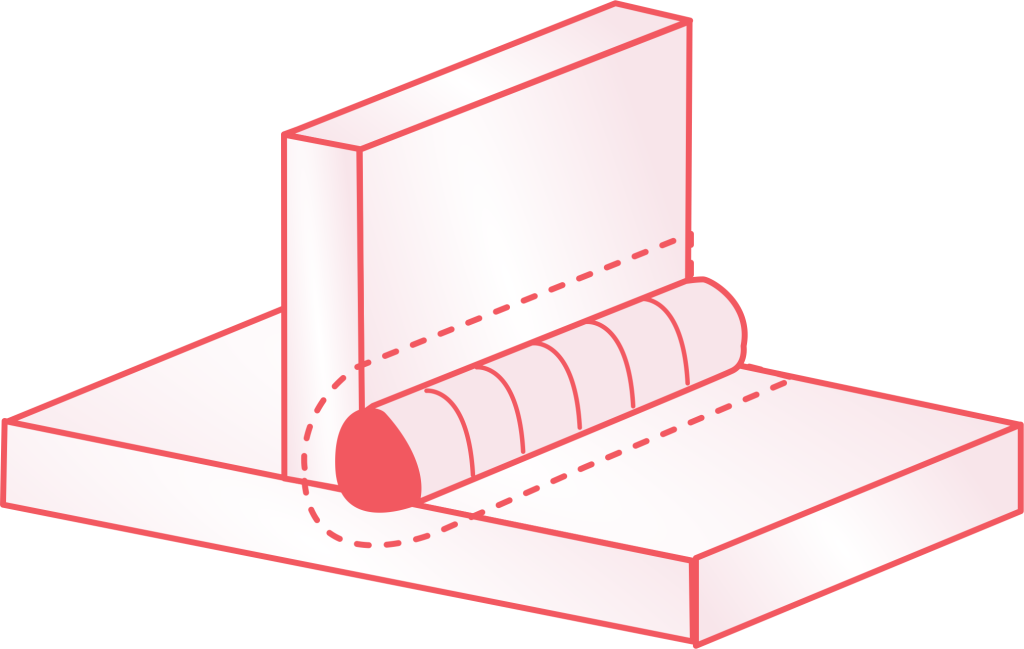
Tee Joint
The two pieces of metal to be welded are placed at a 90° angle to form the tee joint. Specifically, one sheet metal is placed at the center of the second sheet metal to create the T-shape.
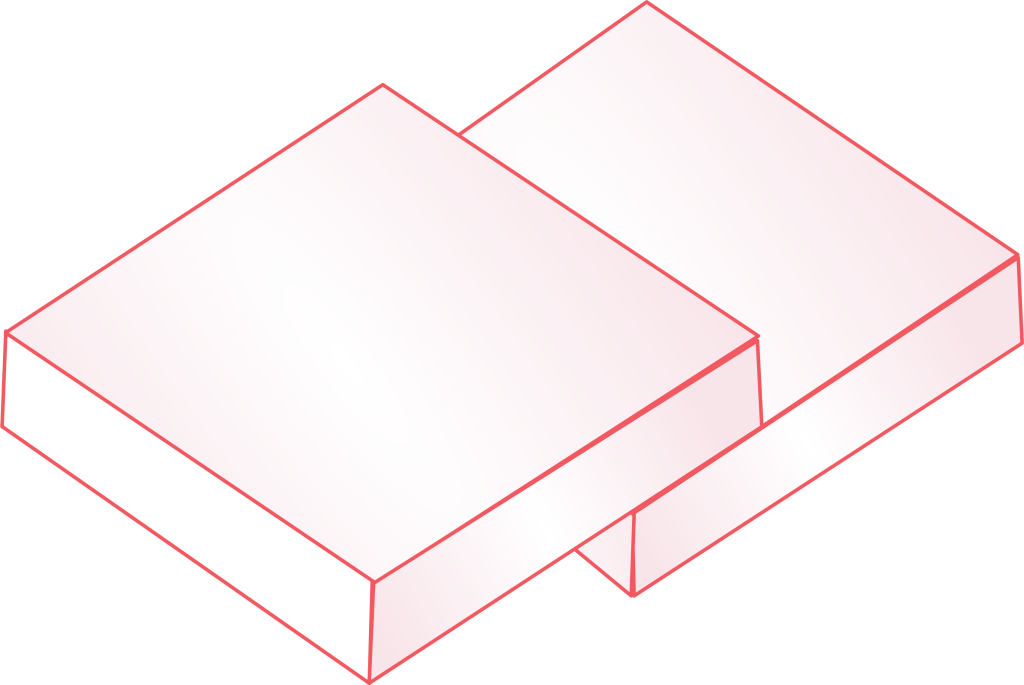
Lap Joint
Lap joints are a form of modified butt joint that is formed by overlapping metal sheets and welding on one or two sides. The connection between the overlapping parts is 0-5° inclusive in the region of the welds. Lap welding is best suited for sheet metals with different thicknesses.
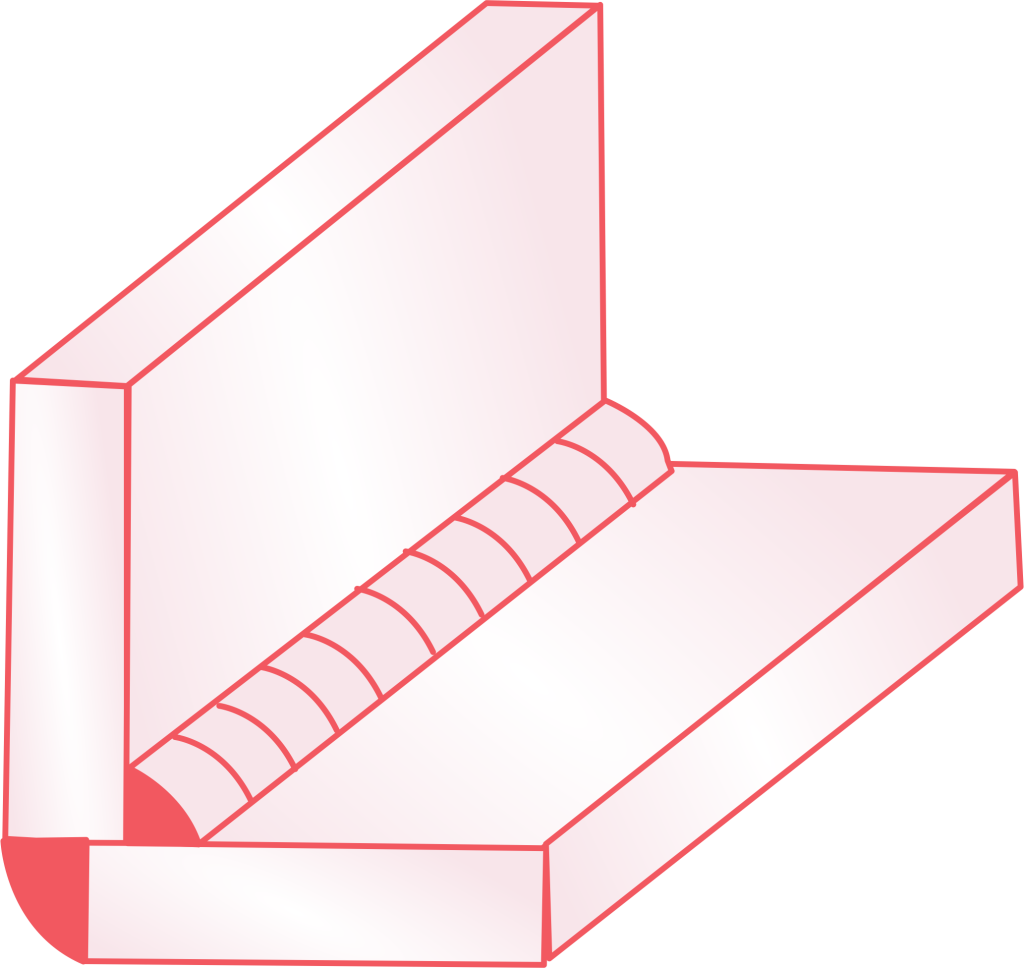
Corner Joint
The welded joint forms an L-shape between the metal parts. The angle between the two metal parts varies between 30° and 135° in the joint region.
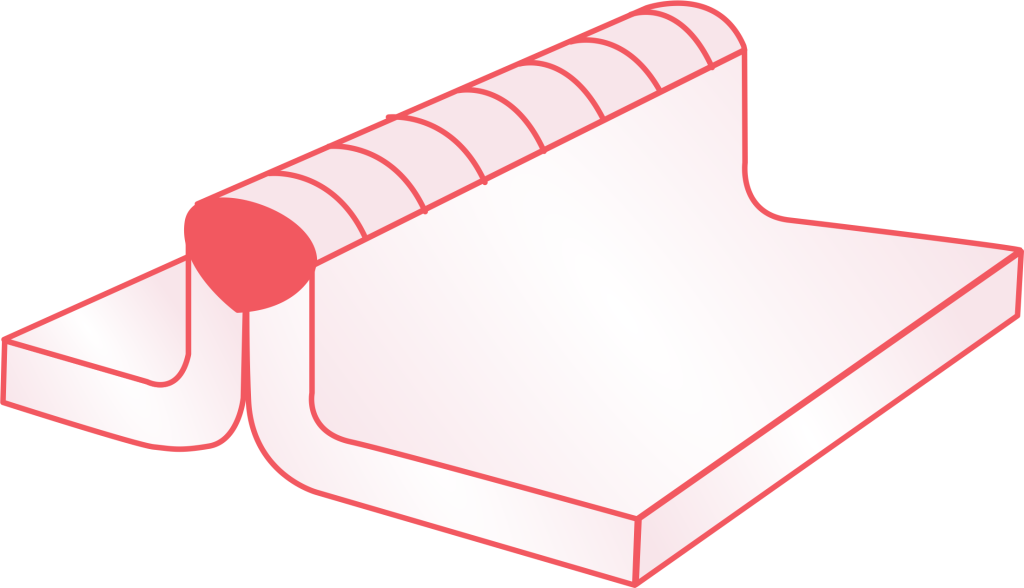
Edge Joint
The connection between the two metal parts forms an angle of more than 0° but less than 30° in the region of the joint.
How Does Welding Work?
Welding is essentially melting the edges of metals and introducing filler material that solidifies upon cooling to create a strong bond between parent materials. A power source is required to generate sufficient heat to melt metal in all the different welding processes.
The following are welding technologies used to weld metal parts:
Shielded Metal Arc Welding (SMAW)
Shielded metal arc welding, also known as stick welding or manual metal arc welding, involves using a flux-coated electrode connected to a power source to weld metal parts.
In stick welding, the flux melts alongside the electrode to form gas and slag that protect the molten metal, electrode, and electric arc. The molten electrode fills the space between the two sheet metal surfaces to make a rigid joint.
Welding requires shielding gas to protect the filler material or melted metals from being contaminated or oxidized. The shielding gas influences the stability of the arc, filler metal transfer, and behavior of the weld pool and its penetration.
Stick welding is a simple, portable, and inexpensive method used to weld metal. Finally, shielded metal arc welding is suitable for ferrous materials including carbon steels, cast iron, low and high-alloy steels, and nickel alloy.
Gas Tungsten Arc Welding (GTAW)
Another name for gas tungsten arc welding is tungsten inert gas (TIG) welding. Gas tungsten arc welding is suitable for ferrous and non-ferrous metals, including aluminum, stainless steel, and titanium.
A non consummable tungsten electrode is used to melt the metal workpiece creating a weld pool that forms a joint upon solidification. The result is a strong welded joint. TIG welding calls for great precision since it doesn’t use flux.
Forge Welding
Forge welding is one of the oldest methods of joining metals used for many centuries. Forge welding entails heating metals to a high temperature and then hammering them to weld them.
Gas Metal Arc Welding (GMAW)
This is the most common welding technique used to join metallic parts. Another name for gas metal arc welding is metal inert gas (MIG) welding.
Gas metal arc welding is a semi-automatic or fully automatic method that uses a continuous solid wire electrode to weld metal pieces together. The electrode is accompanied by shielding gases that protect the workpieces from contaminants. MIG welding is continuous and produces no slag.
Metal inert gas welding is a source of pride for the American Welding Society since it was first patented in the USA in 1949 for welding aluminum. MIG welding ideal for non-ferrous metals.
Electron Beam Welding (EBW)
Electron beam welding uses a high-speed electron beam to weld metals together. An electron gun generates the electron beam through magnetic fields. The kinetic energy from the electron beam is converted into heat upon contact with the metal surface. Electron beam welding is an industrial welding technique used in the medical, aerospace, and automotive industries.
Flux-Cored Arc Welding (FCAW)
Flux-cored arc welding is an outdoor welding process best suited for working with thick and contaminated materials made of cast iron, stainless steel, carbon steel, high-nickel alloys, and low-alloy steels.
Flux-cored arc welding utilizes a continuous hollow electrode wire with a flux compound to weld metal. The method produces slag that must be removed for a cleaner and better look. Flux-cored arc welding is chosen for outdoor applications since pre-cleaning is not required.
Friction Welding
Friction welding uses friction to weld metal joints. No external heat or shielding gas is required in the process of joining workpieces. Therefore, friction welding is not a fusion welding process but a solid-state weld process. This welding process is employed in different industries to join parts.
Submerged Arc Welding (SAW)
The submerged arc welding leads to the formation of an electric arc between a continuously fed electrode and the parent materials. During the process, a blanket of powdered flux surrounds and covers the arc that will weld metal.
Upon melting, it provides electrical conduction between the base metal, filler metals, and the electrode. Submerged arc welding generates a protective shielding gas and slag that protects the molten material and weld zone.
Spot Welding
Spot welding is a resistance welding process. This welding technique is used primarily for welding two or more metal sheets by applying pressure and heat from an electric current to the weld area. Spot welding uses two electrodes made of a copper alloy to focus the welding current into a small area. Another name for spot welding is resistance spot welding.
Laser Beam Welding
A laser beam melts and fuses the metal parts. Laser beam welding offers high speed and precision, making it best suited for mass production where complex and accurate welds are needed.
Underwater Welding
Underwater welding is also referred to as hyperbaric welding. The welding method uses special welding equipment to weld at high pressures underwater. The welding process can be done in water where a welder-diver uses an electric arc to create bubbles that shield the weld from the water. Specialized welding materials are required to dive and undertake quick repairs.
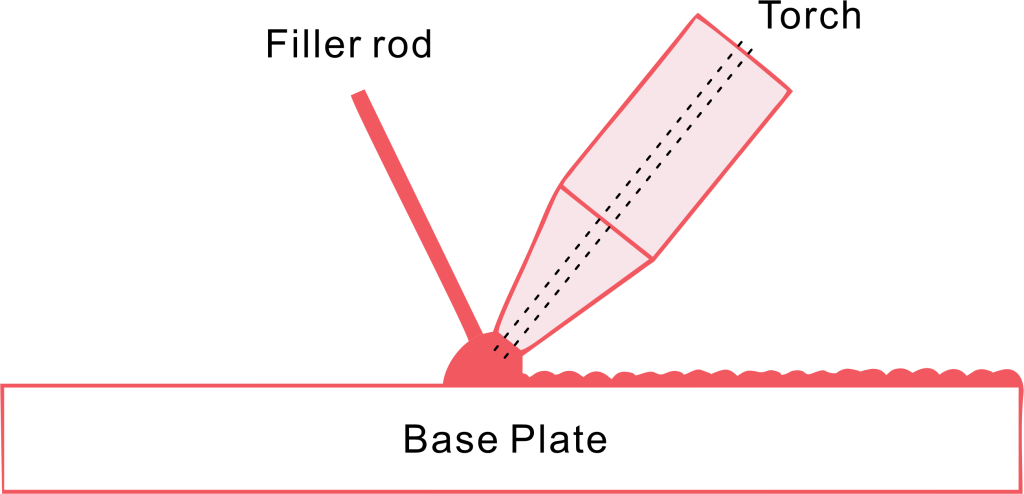
Gas Welding
An oxyacetylene torch is used to heat the parent material to its melting point before adding a filler metal to form the welded joint. Compared to other welding methods such as shielded metal arc welding, gas welding is slower and has shortcomings in achieving the high heat process required to melt metals.
Plasma Welding
Plasma arc welding is a welding technology utilizing a high-temperature plasma arc. The plasma arc creates a strong weld between metal surfaces and an electrode. Plasma welding creates a focused beam making it ideal for welding thin metals. Plasma arc welding is used for commonly welded materials such as stainless steel and aluminum.
Resistance Seam Welding (RSEW)
Resistance seam welding uses an electric current and pressure to create a continuous weld between two thin metal pieces. The technique is a variation of resistance spot welding that will create a series of overlapping spot welds rather than a single spot weld.
Pros and Cons of Welding
Welding offers some distinct benefits when used to weld metal sheets. Let’s look at the pros and cons of the different welding processes.
Pros
Welded joints are stronger and more solid
Welding is suited for similar and dissimilar materials
Offers a variety of shapes and directions to work with.
Welds form a smooth appearance improving aesthetic outlook
Cons
Welding produces brittle joints that have less fatigue strength
Distortion may create additional stress when you weld metal.
Skilled and technical requirements will increase labor costs
Safety concerns during welding call for proper safety precautions and personal protective equipment such as a welding helmet.
Electricity use will increase operational costs.
The Difference Between Riveting And Welding
Both welding and riveting will offer distinct advantages when used for a variety of products and applications. Differences between the two processes will determine applicability to specific products and situations.
Let’s delve into the differences between riveting and welding processes based on the following criteria:
Materials
Both welding and riveting are suitable for similar and dissimilar materials. Riveting proves to be the better method for joining dissimilar materials. You will not be considering the melting points of sheet metal parts. The welding process demands that you know the melting point of the base metal.
Speed
Speed is an important consideration when choosing between welding and riveting. Welding is the faster method of joining since it offers production efficiency and automation.
Welding is one of the automatic processes in production lines or other manufacturing processes. Welding is ideal for speed and efficiency when joining different metal parts. Riveting tends to be tedious since it involves multiple processes including hole drilling, fastening, and flattening of rivets.
Cost
Rivets may be cheap but riveting as a process tends to be more expensive compared to welding. Due to the multiple processes involved, there is an accumulation of material, operational, and labor costs.
Durability
Welding provides a permanent and rigid joint that is comparatively stronger than riveted joints. Therefore, welding is ideal for joining metal pieces and can even outlast the parent materials.
Rivets tend to loosen when subjected to vibration and dynamic loads. However, when riveting is done properly, they are durable and can last decades.
Visual Appeal
High-quality welds give a seamless finish when done correctly. Welding is ideal for fabrication work that emphasizes visual appeal.
Riveting produces a final look where the rivet heads are openly visible. Even countersunk rivets protrude albeit slightly diminishing the appeal of the final product. Riveting is perhaps not the solution where a smooth finish is required.
In other design considerations, riveting provided the desired vintage or industrial look.
How Do You Choose Between Welding and Riveting?
Depending on your project, you must understand the ideal method depending on materials and other factors. It’s never about the best method but all factors involved when joining metal sheets.
When Welding Is Best
The following factors will inform you when to choose welding processes to join metal sheets together.
Weight sensitivity: Welding is the better option when joining products that are weight sensitive. Welding adds insignificant amounts of weight to the final product compared to riveting which adds other materials when joining.
Efficiency: Welding offers high efficiency as a joining method since it’s mostly automated. You will find it easier and faster to weld two steel plates.
Aesthetics: Welding provides a smooth, clean surface. Most people consider rivet bulging unappealing compared to welding.
Joint Strength: The final welded joint is stronger, durable, and rigid. It’s ideal for making products that must achieve high levels of strength and rigidity.
Variety of Shapes: Welding processes allow you to work with different shapes. For example, welding is the best method for joining cylindrical metal parts.
When To Consider Riveting?
Some situations will demand that you choose riveting to join metal parts. Keep in mind the following factors when you consider riveting.
Types of Materials: Choose riveting when joining dissimilar materials with different melting points. Drill holes for the rivets into the metal sheets or other material and complete the fastening process.
Heat Requirement: Riveting should be used for materials that don’t require heating, such as aluminum, which is not thermally stable.
Disassembling: Riveting allows for the disassembly of joined parts without damage. It is ideal for parts that require quality inspection and regular replacement due to corrosion. Unlike welding, riveting is not a permanent method of joining parts.
Flexible Design: Riveting incorporates flexibility without losing structural integrity when joining metal parts. It’s nearly impossible to achieve flexibility when welding.
In conclusion, welding and riveting are the two most common ways of joining metal sheets. Each method has unique benefits and drawbacks that must be considered when initiating a project. Key considerations will vary across factors such as load requirement, material compatibility, and ease of maintenance.
The best joining method to use will be dependent on the assessment of the specific needs of your project. Welding processes are suitable for construction projects, heavy machinery, and critical infrastructure whereas riveting is ideal for projects that require lightweight connections, detachable and flexible applications, and dissimilar materials. Riveting is commonly used in aerospace, the automotive industry, and construction where materials need frequent servicing.
Work with professionals to evaluate your project’s needs and identify the best choice between welding and riveting for sheet metal joining.