Permanent mold casting is similar to centrifugal and die casting, especially in reusable molds. These molds can be made of graphite, steel, etc, and used to cast materials such as cast iron aluminum, zinc, lead, and magnesium alloy. Besides, it has a variety of applications for projects that require duplication or mass production.
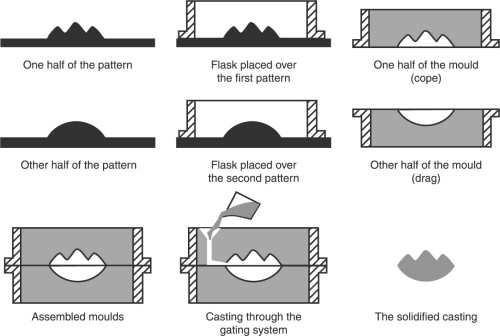
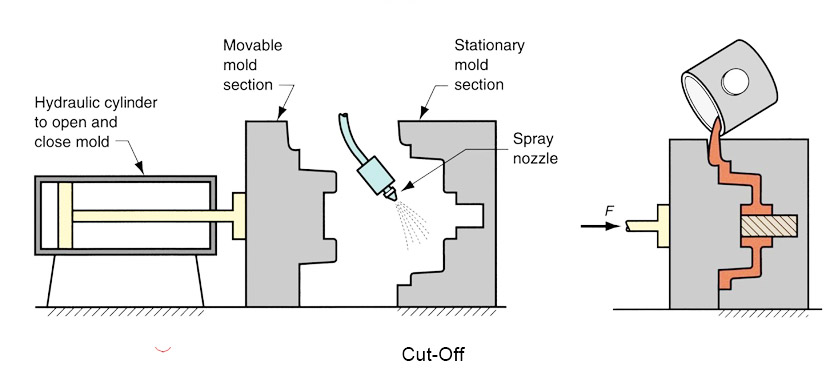
The molds for this casting process have two parts that fit firmly with an opening at the top section for injecting molten metal. When the metal solidifies, the two parts are separated to reveal the finished casting.
The first step in permanent mold casting is heating the mold to ensure it’s moisture-free and prevent any damage to the mold that can occur during thermal expansion when the molten metal is injected. Preheating also prevents the molten metal from hardening during the casting process.
You can use gravity, vacuum-assisted, pressure-assisted, and slush casting methods to inject the molten metal into the mold. The gravity method is usually the least expensive. The low-pressure method is ideal when a mold requires relatively fine details.
When using vacuum assisted method, air is removed from the mold building up a vacuum that sucks the already molten metal into the mold. The low-pressure and vacuum-assisted method is usually for components with fine details and small spaces.
On the other hand, in the slush method, the molten metal is poured into the permanent mold and allowed to harden against the mold’s outer surface. Once the surface material has fully solidified, the remaining molten metal is emptied, leaving a hollow casting.