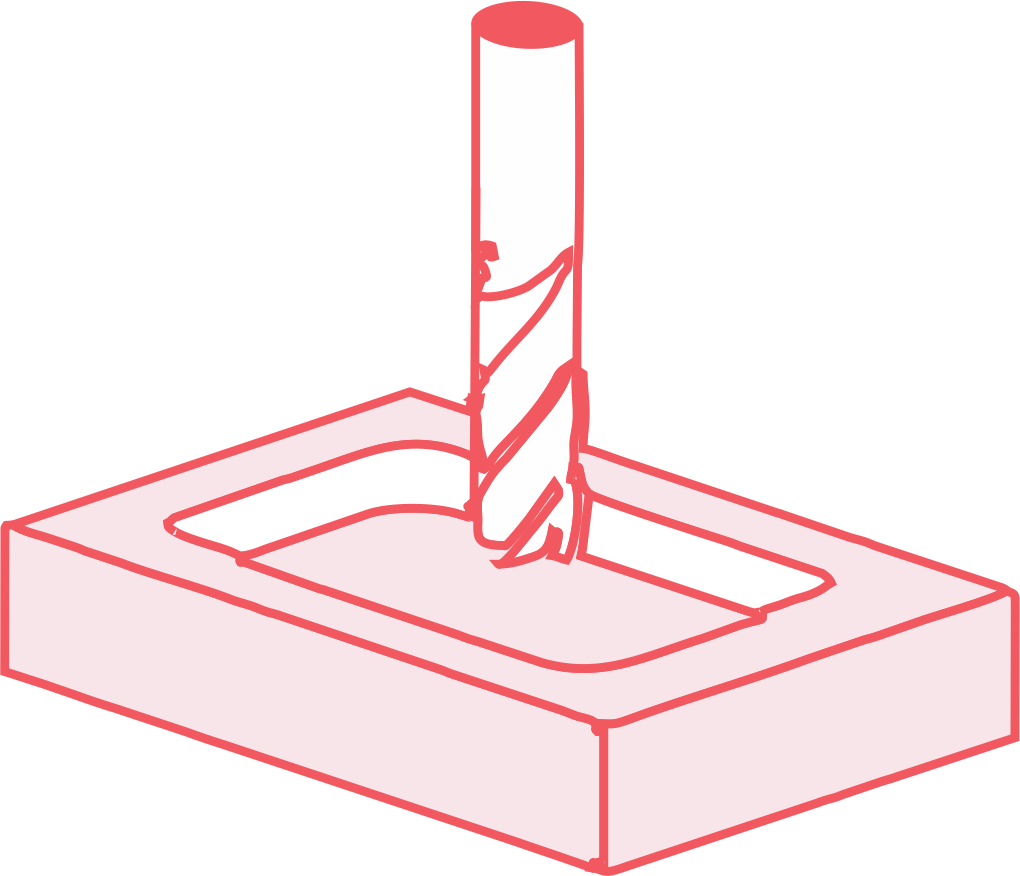
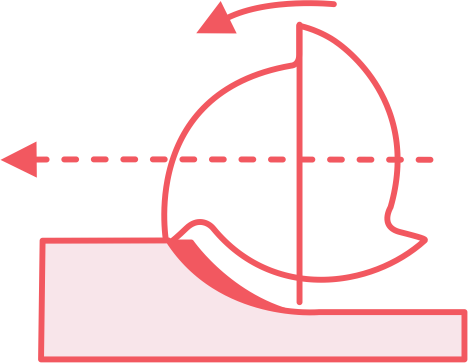
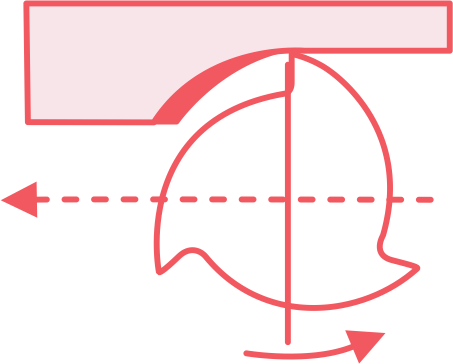
Milling is a subtractive manufacturing process where a rotating cutting tool removes material from a workpiece to create a desired shape or surface. The tool moves across the workpiece, cutting away material to achieve the desired design. Milling is essential for producing complex geometries, slots, holes, and surface finishes.