CNC Grinding: Process, Types , Advantages and Applications
Written By: Gavin Leo
Update By:
Gavin Leo
Published:
Updated:
Share:
Table of Content
Table of Content
As is well known, CNC grinding technology is a process that removes material from a workpiece by controlling the grinding wheel with a computer. However, when asked when this process should be adopted, almost no one could provide an answer.
In general, When the precision and surface roughness of the parts produced by milling and turning processes are not satisfactory, engineers will adopt this method.
In this guide, I’m going to walk you through everything you need to know about CNC grinding. What it is, how it works, the different types of CNC grinding, where it’s used, and how it stacks up against traditional grinding.
What is CNC Grinding?
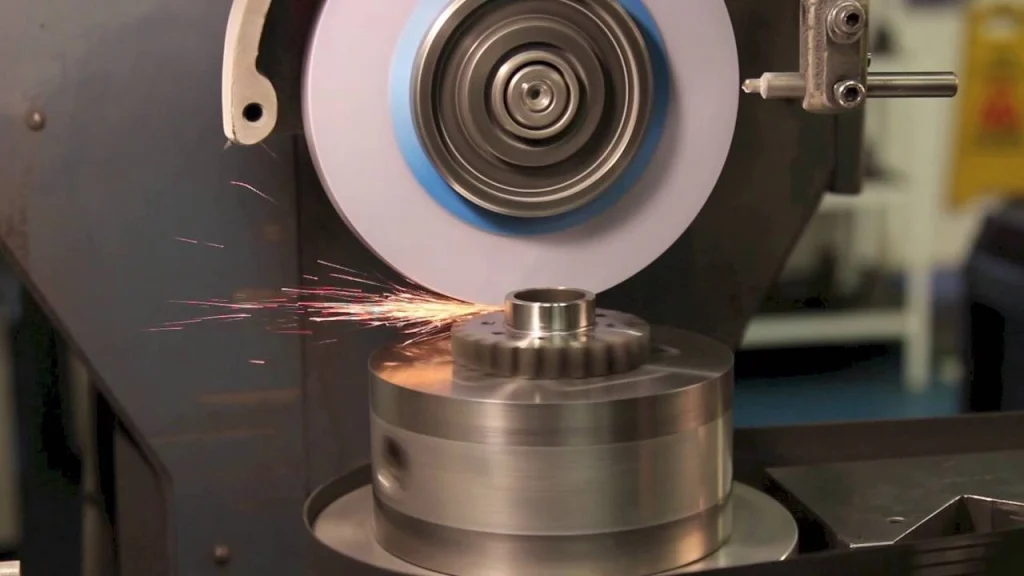
CNC grinding is a precise manufacturing process. During this process, a grinding wheel controlled by a computer removes a very small amount of material from the workpiece, thereby leaving an extremely precise shape and a very smooth surface.
The purpose of the numerical control grinding process is merely two: one is to improve the precision of the parts, and the other is to reduce the surface roughness of the parts.
At Aria, we regularly hold tolerances down to ±0.002 mm on production runs, and achieve surface finishes as smooth as Ra 0.4 μm on cylindrical parts.
How Does CNC Grinding Work?
CNC grinding follows a precise, repeatable sequence controlled entirely by a computer program. The machine manages every variable: wheel speed, feed rate, depth of cut, with no room for human error.
Here’s how the process works from start to finish.
Step 1: Workpiece Setup
The part is secured using a chuck, magnetic chuck, or fixture depending on its geometry. The grinding wheel is then dressed with a diamond tool to expose fresh abrasive grains. A bad setup here means a bad part.
At Aria, every setup is documented and verified before the machine runs.
Step 2: Programming
The operator loads the CNC program, which defines wheel speed, feed rate, depth of cut per pass, and spark-out cycles. Get the program right once, and you can reproduce the same part indefinitely.
Step 3: Material Removal
The machine removes the bulk of excess material using larger cuts and faster feed rates. This phase is about efficiency, not finish. We’re getting the part close to final dimension, nothing more.
Step 4: Precision Control
A probe measures the workpiece in real time during grinding. When the part reaches its target threshold, the machine automatically shifts into finish mode. No stopping. No manual measurement.
Step 5: Final Inspection
Every part comes off the machine and goes straight to inspection. At Aria, we use CMMs, surface profilometers, air gauges, and roundness measurement instruments. Nothing ships without a signed inspection record.
What are the different types of CNC grinding?
Not all grinding is the same. The right process depends on your part geometry, material, and tolerance requirements. Here are the five main types we run at Aria.
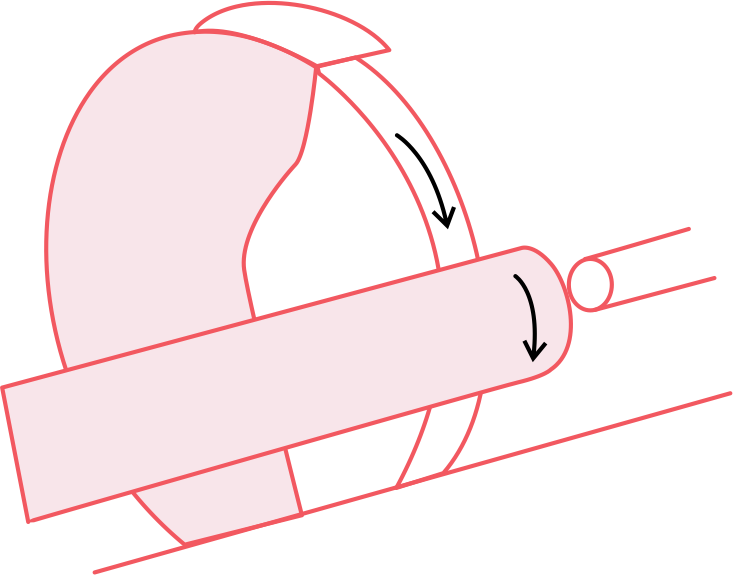
Surface Grinding
Surface grinding is what most people picture first. A rotating wheel passes back and forth over a flat workpiece, removing thin layers until you hit your target dimension and finish.
It’s the go-to for mold plates, tooling fixtures, and anything that needs to be flat, parallel, and smooth.
What you can achieve:
Flatness: within 2–5 μm over 300 mm
Parallelism: ±0.003 mm
Surface finish: Ra 0.1–0.8 μm
At Aria, our CNC surface grinding capability covers parts up to 600 × 300 mm, with flatness tolerances verified on a granite surface plate before every delivery.
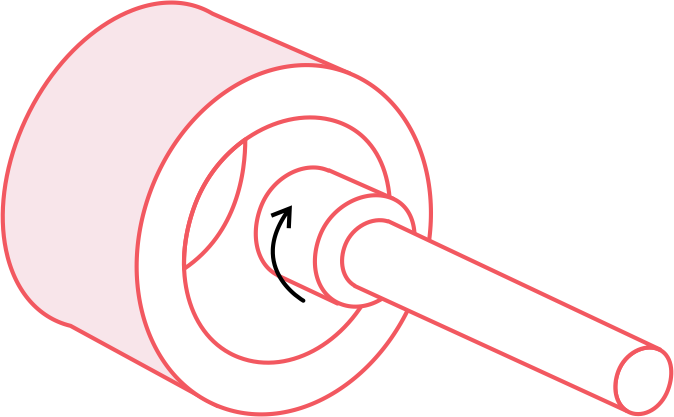
Cylindrical Grinding
Cylindrical grinding handles round parts, both external (OD) and internal (ID). The workpiece rotates while the wheel traverses its length, producing precise diameters and fine surface finishes.
Shafts, spindles, bearing journals, and hydraulic bores are typical applications. We regularly hold diameter tolerances of ±0.002 mm with roundness errors below 1 μm.
What you can achieve :
Roundness (circularity): < 0.001 mm (1 μm) on precision machines
Diameter tolerance: ±0.002 mm standard, ±0.001 mm precision
Surface finish: Ra 0.1–0.4 μm
Centerless Grinding
No chuck, no fixture, no centers. The part rests on a blade between two wheels: the grinding wheel removes material, the regulating wheel controls rotation and feed.
It’s fast and produces excellent roundness. Best suited for high-volume cylindrical parts like pins, rollers, valve stems, and bearing races.
Traverse Grinding
Traverse grinding is for long cylindrical workpieces. The wheel passes repeatedly along the full part length, removing a small amount with each pass.
The right call for long shafts, hydraulic rods, and guide rails where you need a consistent diameter across the whole length.
What you can achieve:
Bore roundness: < 0.002 mm
Bore diameter tolerance: ±0.002 mm standard; ±0.0005 mm precision
Surface finish: Ra 0.2–0.8 μm
Internal Grinding
Internal grinding finishes the inside of a bore. A small-diameter wheel spins at high RPM inside the workpiece, bringing the bore to its final dimension and surface finish.
Essential for hydraulic valve bodies, gear bores, and aerospace components where bore accuracy directly affects performance.
Which Materials Are Suitable for CNC Grinding?
CNC grinding works across a wide range of materials. The key factor isn’t just what the material is, but how hard it is and which abrasive wheel you pair it with.
Aluminum
Grindable, but it clogs wheels fast. Requires frequent dressing and the right wheel specification. Not the most common grinding application, but we do it for precision housings and aerospace structural components.
Hardened Steel
Tool steel, die steel, bearing steel, up to 65 HRC. This is where CNC grinding really earns its place. Once a part is hardened, conventional cutting tools struggle. CBN wheels cut through it cleanly without generating the heat that damages the part.
Stainless Steel
Surgical grade, aerospace grade, general industrial. Stainless is grindable but requires careful wheel selection and coolant management. Get it wrong and you’ll work-harden the surface or cause thermal discoloration.
Titanium
Common in aerospace and medical applications. Titanium has low thermal conductivity, which means heat builds up fast at the grinding zone. Slow feed rates, sharp wheels, and heavy coolant flow are non-negotiable.
Superalloys
Tough, heat-resistant, and unforgiving. These materials demand CBN wheels and tightly controlled parameters. They’re slow to grind but the applications, turbine components, aerospace fasteners, leave no room for compromise.
Carbide
Extremely hard and brittle. Diamond wheels only. Carbide is used for cutting tools, dies, and wear components where hardness is the whole point.
Ceramics and Glass
Alumina, silicon nitride, quartz, optical glass. Diamond wheels again. These materials are brittle, so light cuts and rigid fixturing are critical to avoid chipping.
Advantages of CNC Grinding
I’ll be straight with you. CNC grinding is not always the right answer. Here’s the honest picture.
High Tolerance
When your drawing calls for ±0.002 mm or tighter, your options narrow fast. CNC grinding is, in most cases, the only process that gets you there reliably at production volume.
Surface Finish Quality
Ra 0.2 μm. Ra 0.1 μm. Mirror finishes that reduce friction, improve sealing, and extend component life. You’re not getting that from milling without expensive finishing work.
Mass Production
Once the program is validated, the machine runs the same cycle on part 1 and part 10,000. No drift. In-process gauging compensates for wheel wear automatically.
Wide material compatibility
Steel, stainless, titanium, Inconel, carbide, ceramics, glass. If you can hold it and spin a wheel against it, CNC grinding can likely finish it.
Disadvantages of CNC Grinding
High capital cost
The machines are expensive. Programming takes time. For a handful of one-off parts, manual grinding by a skilled operator is often more cost-effective.
It's not a roughing process
Grinding removes material in microns per pass. If a part needs 3 mm of stock removed, mill or turn it close first, then grind. Using grinding as a primary removal process is slow and kills your wheels.
Thermal damage is a real risk
Push the parameters too hard and you get grinding burn. It looks fine on the surface, but the metallurgy underneath has changed. Residual tensile stresses. Micro-cracking. Parts that fail in service without warning.
At Aria, every grinding job has defined parameters, coolant specifications, and dressing intervals. We don’t wing it.
Geometry flexibility has limits
Freeform 3D surfaces like complex mold cavities are better suited to 5-axis milling or EDM. Grinding excels at flat, cylindrical, spherical, and threaded forms.
Applications of CNC Grinding
Let me give you a quick tour of where CNC grinding actually shows up in the real world.
Aerospace
Turbine blades. Engine shafts. Landing gear components. These parts run at extreme temperatures and loads with zero tolerance for failure. CNC grinding, especially creep-feed grinding for complex blade profiles, is the finishing process that makes them dimensionally correct.
Automotive & Powertrain
Camshafts, transmission shafts, differential gears, all ground after heat treatment. For high-volume production, centerless grinding handles thousands of piston pins, roller bearings, and valve stems that go into every engine.
Medical Devices
Surgical instruments. Orthopedic implant stems. Bone screws. Everything here needs a biocompatible surface: smooth, clean, no burrs, no residual stress concentrators. CNC cylindrical and surface grinding delivers that consistently.
Tool & Die Making
Precision punches, die inserts, gauge blocks, carbide cutting tools. This industry runs on grinding. Every cutting tool in a machine shop was finished on a CNC grinder.
Electronics & Semiconductors
Silicon wafer carriers. Ceramic substrates. Quartz fixtures. The semiconductor industry demands surfaces so flat and smooth it makes aerospace look relaxed. Only precision surface grinding with diamond wheels gets there.
Hydraulics & Pneumatics
Cylinder bores, valve spools, piston rods all need tight diameters and smooth finishes (Ra 0.4 μm or better) to seal properly under pressure. CNC internal and cylindrical grinding is the standard finishing method.
CNC Thread Grinding
Thread grinding produces precision threads: ball screws, lead screws, worm gears, precision fasteners, to tolerances no tap or die can match. A formed grinding wheel generates the thread profile in a single pass, delivering class 3A threads or better.
CNC Grinding vs. Traditional Grinding: What's the Real Difference?
People assume it’s just one has a computer and one doesn’t. The gap is much bigger than that.With traditional grinding, the result depends on the operator.
CNC grinding removes that variable entirely. The machine follows a program. Every pass, every feed rate, every depth of cut is controlled and repeatable.
The gap between the two is enormous. Here’s the honest comparison:
CNC Grinding
Traditional Grinding
Control
Computer program; every parameter locked in
Operator adjusts by hand, by feel
Dimensional accuracy
±0.001–0.005 mm, consistently
±0.01–0.05 mm; varies with operator
Surface finish
Ra 0.1–0.8 μm, routinely
Ra 0.4–3.2 μm; highly variable
Repeatability
Identical parts, run to run
Varies part to part — especially over long shifts
Complex geometry
Programmed from CAD; executed exactly
Requires exceptional operator skill
In-process gauging
Automatic, adaptive
Stop, measure manually, restart
Volume
Ideal for medium to high volume
Better for one-offs and very small batches
Consistency over time
Machine-governed; no fatigue factor
Operator skill degrades over long shifts
Summary
When the tolerance requirements are extremely high, the material is hard and the surface needs to be precise and error-free, then the CNC grinding technology can come into play.
If you have a project that requires CNC precision grinding services, or if you are unsure which process is the most suitable for your part, please feel free to contact us at any time.
Gavin Leo is a content editor at Aria Manufacturing with hands-on experience in CNC machining, Injection molding, materials selection, and part design. Outside of work, he enjoys hiking and collecting mechanical watches.
Gavin is a manufacturing specialist and content editor at Aria Manufacturing. With years of experience in CNC machining and mechanical design, he helps global clients choose the right manufacturing solutions and improve part performance while reducing costs.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.