Drilling countersinks is more than just drilling a simple hole – it requires expertise and technical know-how to countersink to the required depth and diameter. That’s why it’s done by companies with excellent manufacturing capabilities like Aria.
What is Injection Molding Parameters?
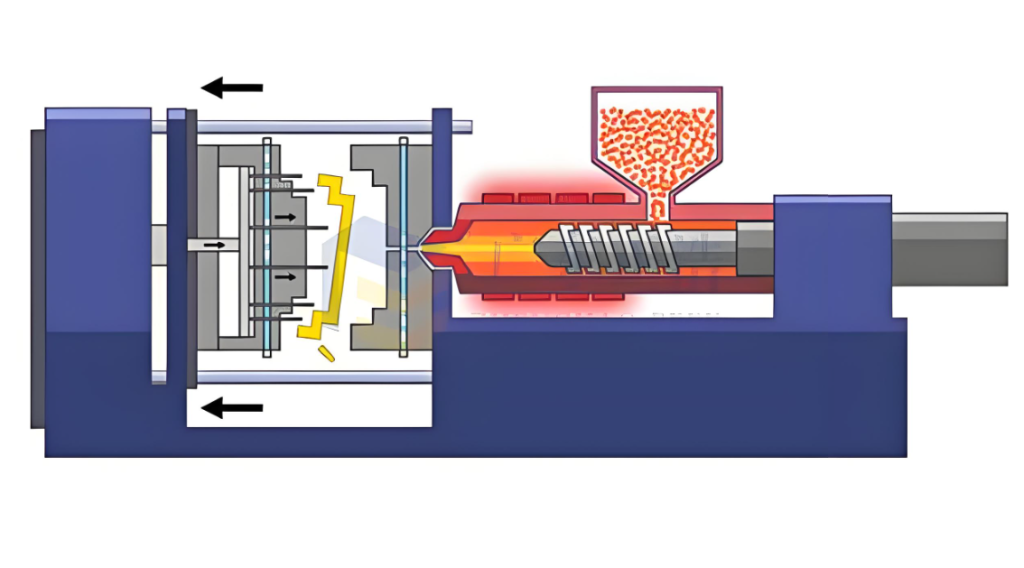
Injection molding parameters are the set of controllable variables that govern the injection molding process. These parameters dictate how the molten plastic material is heated, injected, and cooled within the mold to create a finished part. Properly managing these settings ensures consistent quality, efficient production, and minimal defects.
What Are the Commonly Plastic Injection Molding Parameters?
Below is a table of common technical parameters for various plastics. These values are general guidelines and should be optimized for specific applications.
Parameter
Description
Material Name
The type of plastic material used (e.g., ABS, PP, PC).
Melting Temperature
The temperature at which the plastic becomes molten, allowing it to flow into the mold.
Mold Temperature
The optimal temperature of the mold cavity to control cooling and prevent defects.
Injection Temperature
The temperature at which the plastic is injected into the mold cavity.
Drying Temperature
The temperature required to remove moisture from hygroscopic materials like PA or PET before molding.
Drying Time
The duration required for effective moisture removal.
Injection Pressure
The pressure applied to push the molten plastic into the mold.
Holding Pressure
The pressure applied during the solidification phase to reduce shrinkage and maintain shape.
Injection Speed
The rate at which the molten material is injected into the mold.
Screw Rotation Speed
The speed of the screw responsible for melting and mixing the material.
Cooling Time
The time required for the part to cool and solidify inside the mold.
Cycle Time
The total time taken for one complete molding cycle, including injection, cooling, and demolding.
Demolding Temperature
The temperature at which the part can be safely removed from the mold without deformation.
Shrinkage Rate
The percentage of dimensional reduction as the part cools and solidifies.
Injection Molding Parameters of Common Plastics
PP Injection Molding Parameters
Parameter
Description
Drying Temperature(℃)
65~75
Mold Temperature(℃)
35~65
Melt Temperature(℃)
200~250
Injection Pressure(MPa)
130~180
Injection Speed
Medium
Cooling Time(S)
20~60
Drying Time(hr)
0.5~1
Scrap Quantity(mm)
3~10
Back Pressure(MPa)
9~17
Clamping Force(ton/in2)
2
Return Speed (rpm)
60~90
Shrinkage
1-2%
ABS Injection Molding Parameters
Parameter
Description
Drying Temperature(℃)
80
Mold Temperature(℃)
45~80
Melt Temperature(℃)
190~235
Injection Pressure(MPa)
90~140
Injection Speed
Medium
Cooling Time(S)
10~60
Drying Time(hr)
1.5
Scrap Quantity(mm)
2~8
Back Pressure(MPa)
9~18
Clamping Force(ton/in2)
2~2.5
Return Speed (rpm)
70~100
Shrinkage
0.4% to 0.9%
PMMA Injection Molding Parameters
Parameter
Description
Drying Temperature(℃)
80
Mold Temperature(℃)
40~70
Melt Temperature(℃)
215~240
Injection Pressure(MPa)
100~170
Injection Speed
Low
Cooling Time(S)
20~30
Drying Time(hr)
2~3
Scrap Quantity(mm)
2~6
Back Pressure(MPa)
13~28
Clamping Force(ton/in2)
4
Return Speed (rpm)
60~80
Shrinkage
0.2-0.8%
PE Injection Molding Parameters
Parameter
Description
Drying Temperature(℃)
65~75
Mold Temperature(℃)
40~70
Melt Temperature(℃)
180~220
Injection Pressure(MPa)
80~130
Injection Speed
Medium
Cooling Time(S)
10~30
Drying Time(hr)
0.5
Scrap Quantity(mm)
3~10
Back Pressure(MPa)
7~18
Clamping Force(ton/in2)
2
Return Speed (rpm)
60~100
Shrinkage
1.5% to 5%
PVC Injection Molding Parameters
Parameter
Description
Drying Temperature(℃)
Do not dry, if wet, need to dry below 70℃ for 1 hour