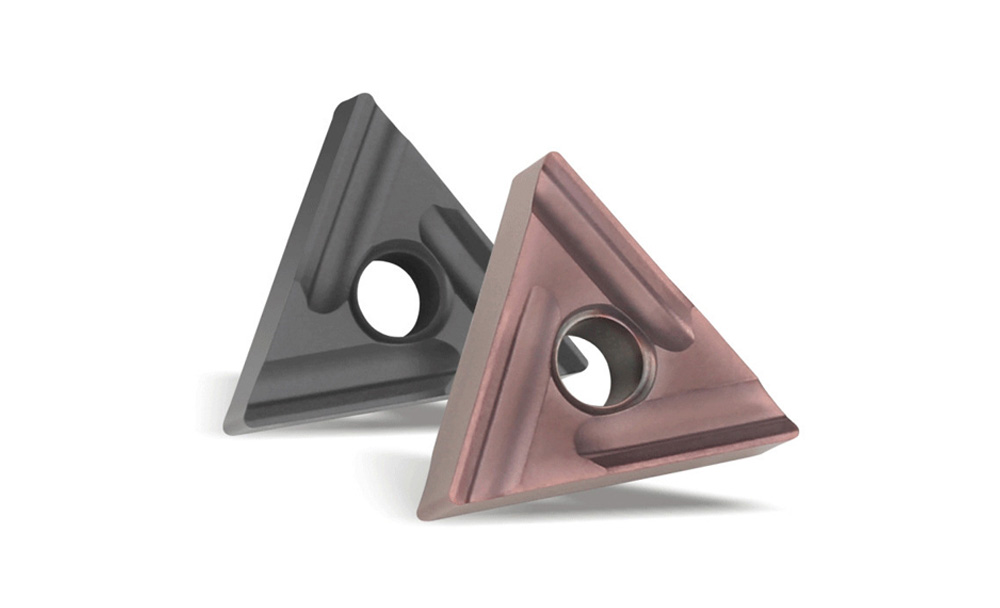
- Develop CNC Machining Scheme:
According to the shape, size, material and processing requirements of the parts, develop the corresponding CNC machining scheme, including tool selection, processing route, processing parameters, etc.
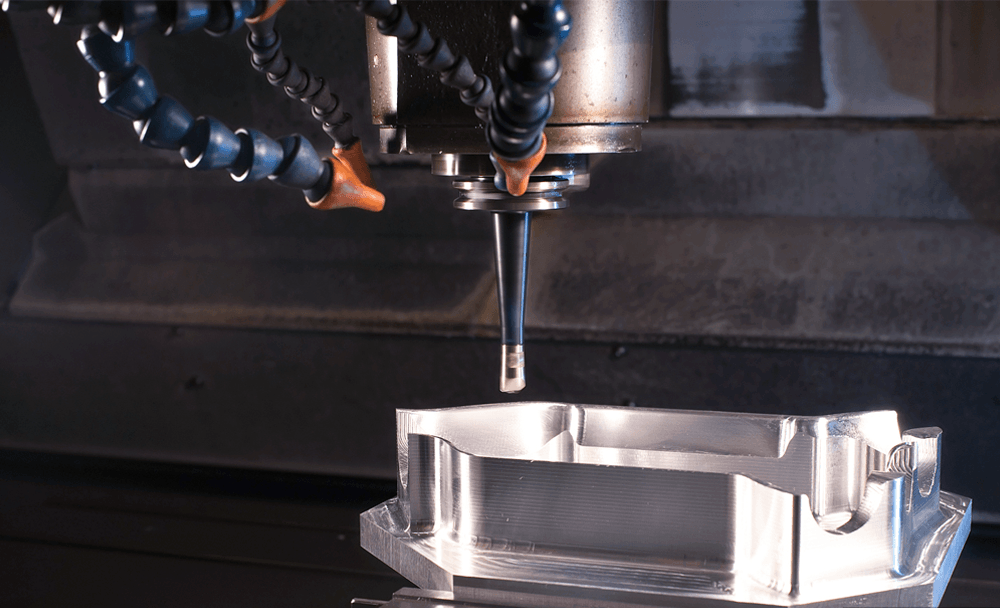
- Choose The Right Processing Equipment:
According to the size and shape of the parts, choose the right processing equipment, such as CNC milling machine, CNC lathe, electric discharge machining, etc.
- Developing Cutting Fluid Scheme:
Cutting fluid is very important for the machining of deep cavity thin-wall parts, which can effectively reduce the machining temperature, extend the tool life and improve the machining accuracy. Develop suitable cutting fluid plan, including cutting fluid type, concentration, flow and other parameters.
- Determine The Processing Sequence:
For complex deep-cavity thin-wall parts, it is necessary to determine a reasonable processing sequence, as far as possible to reduce the number of processing and processing difficulty, improve processing efficiency and accuracy.
The processing of deep-cavity thin-wall parts needs to use fixture fixation, so it is necessary to design a suitable fixture to ensure that the clamping force is uniform and stable, to avoid the deformation or displacement of parts in the process of processing.
- Determine The Detection Method:
The machining accuracy and surface quality of deep-cavity thin-wall parts have an important impact on the function and use effect of parts, so it is necessary to develop the corresponding detection method, including three coordinate measurement, projector detection, handheld measurement, etc.