
ISO Metric and UTS are NOT interchangeable. A metric bolt may engage a UNC nut for a few turns — then seize or strip. Always verify the designation before assembly.


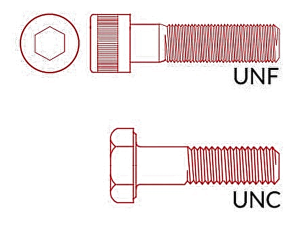
Use Coarse (M) for general assembly. Switch to Fine (MF) only when your application needs better vibration resistance.







NPT (60°) and BSPT (55°) look nearly identical but will leak when mixed. On any pressurised system, always verify the screw thread standard before assembly.

Screw extractors are extremely brittle. Never use an impact driver — they snap inside the pilot hole. If the extractor binds, back off and re-soak with penetrating oil first.