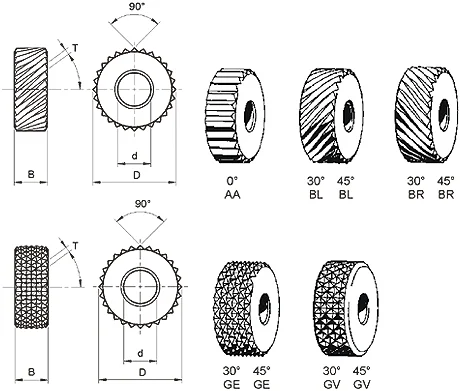
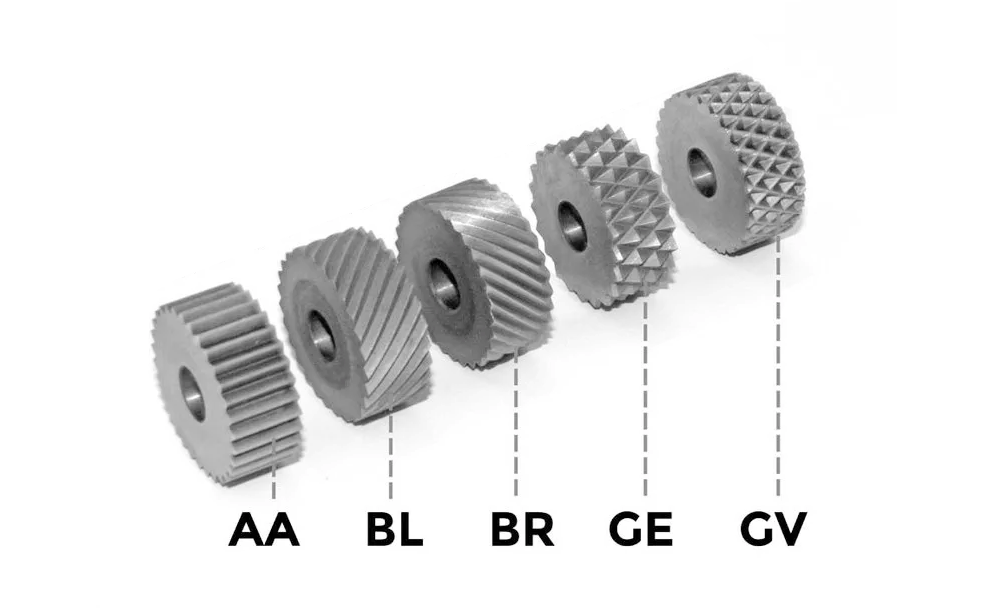
The process is characterized by a rotating set of machine tools coming into contact with the object surface and embedding a straight knurling pattern or any other pattern. Knurling wheels are designed to impart their patterned texture on the part.
In form knurling, the axis of the fine, medium, or coarse knurling wheels is parallel to the axis of the workpiece. As the knurl wheels force into the workpiece, they create the desired pattern. In this type of knurling, the pressure for the formation of knurling patterns is not as severe as in knurl cutting.
To get the best results from form knurling, you may need to use beveled edge knurl wheels. These wheels prevent chipping of the edges, thereby making the surface finishing process simple or unnecessary.
The appropriate knurling tool comes with a unique pattern that transfers to the object surface during the knurling operation. It is worth noting that knurling can also refer to the part of the workpiece that has been subjected to the force of the knurling tool. You can achieve a textured surface through either cut knurling or form knurling.