Laser Engraving Process: Principle, Types, and When to Use It
Written By:
Gavin Leo
Updated By: Gavin Leo
Published:
Updated
Share:
Table of Content
Table of Content
Laser engraving has become one of the most common marking methods in modern manufacturing. It is used to mark serial numbers on metal parts, engrave logos on consumer products, and create barcodes for industrial traceability.
Unlike mechanical engraving, the laser never touches the workpiece. This means no tool wear, no contamination, and consistent results across large production runs.
What Is Laser Engraving?
Laser engraving is a non-contact marking process. A machine focuses a beam of light down to a spot just a few microns wide, then directs it at the surface of a material. The concentrated energy heats that spot to its vaporization temperature in milliseconds. The material turns to gas, leaving behind a clean cavity. That cavity is the engraving.
The entire path of the laser is controlled by software. A digital design file defines where the beam moves, at what speed, and with how much power. This is what allows a laser to mark a serial number on a metal part and then repeat that exact mark ten thousand times without variation.
Unlike laser cutting, laser engraving does not pass through the material. It removes only a controlled layer from the surface. The depth of that layer can be as shallow as a surface mark or as deep as 0.5mm in metal, depending on the application.
How Does Laser Engraving Work?
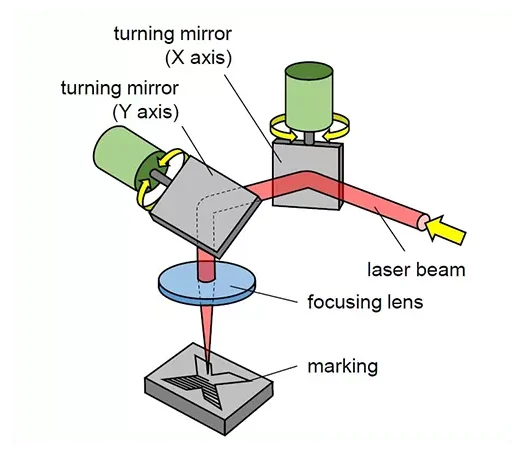
A laser engraving machine focuses a beam of light onto a very small area of a material’s surface. The energy concentration is intense enough to raise the surface temperature to its vaporization point within milliseconds. At that temperature, the material skips the liquid phase and converts directly into gas. The result is a small cavity, precise, permanent, and measurable in depth.
The laser moves across the surface following a programmed path. It can engrave text, serial numbers, barcodes, and complex shapes in a single pass. The depth of the mark is controlled by adjusting power output and the number of passes over the same area.
Step-by-Step: The Laser Engraving Process
The laser engraving process involves four main stages: design preparation, machine setup, engraving, and final inspection. Each stage directly affects the quality of the finished mark. Understanding how they connect helps engineers and buyers set realistic expectations for tolerances, cycle times, and surface outcomes.
Step 1: Create the Design
Everything starts with a digital file. The pattern, text, or image is created in software like Adobe Illustrator or AutoCAD. The file is exported in a format the machine can read, typically DXF, SVG, or AI. The quality of this file determines how clean and accurate the final engraving will be.
Step 2: Set Up the Machine
The material is placed on the work table and secured. The operator configures power output, speed, and the number of passes based on the material and required depth. For new materials or tight specifications, a test run on a scrap piece is standard practice before the main production run begins.
Step 3: Run the Engraving
The laser head moves across the surface in the pattern defined by the design file. It removes material pass by pass. Simple text on metal can finish in seconds. Large or deeply engraved parts may take several minutes. The machine runs without operator input once the job starts.
Step 4: Inspect the Result
The finished part is checked for mark depth, edge clarity, and positional accuracy. Any deviation from spec is corrected by adjusting the laser settings. In high-volume production, this inspection step is often automated using vision systems.
What Are the Types of Laser Engraving?
The right laser machine depends on the material being engraved. Different laser sources interact with materials in different ways. Using the wrong type produces poor contrast and inconsistent depth, regardless of other settings.
CO2 Laser Engraving
CO2 lasers use a gas-based light source at 10,600nm. At this wavelength, organic and non-metallic materials respond well. Manufacturers use CO2 lasers on wood, acrylic, leather, rubber, glass, and most standard plastics. Direct metal engraving is not effective without a marking agent applied to the surface first.
Fiber Laser Engraving
Fiber lasers are the industry standard for metal engraving. They operate at 1064nm, a wavelength that bare metals absorb well. This allows the beam to transfer energy efficiently into the surface without relying on coatings or additives. Steel, aluminum, brass, and titanium are all common applications. Fiber lasers are also fast, low-maintenance, and well-suited for high-volume production.
Diode Laser Engraving
Diode lasers use semiconductor technology and emit light at around 450 nm. They are compact and lower in cost than CO2 or fiber systems, with power typically between 5W and 20W. They handle wood, leather, cork, and dark-colored materials well but are not suited to industrial metal marking or high-volume production.
UV Laser Engraving
UV lasers sit at the opposite end of the power spectrum. They operate at 355nm and deliver energy in very short pulses with minimal heat buildup. This makes them the preferred choice for delicate substrates: thin film plastics, glass, printed circuit boards, and medical device components where heat distortion is not acceptable.
YAG Lasers
YAG lasers produce a 1064nm wavelength similar to fiber lasers but through a different medium. They are compact and lightweight, which makes them practical for on-site or portable marking work. Their power output is lower than fiber systems, so they work best on thin metal sheets and applications requiring fine detail rather than deep material removal.
Materials Used in Laser Engraving
Laser engraving works on a wide range of materials. The suitability of a material depends on how well it absorbs the laser’s wavelength and how it responds to localized heat.
Metals
Metals are durable, dimensionally stable, and capable of holding fine detail at depth. These properties make them the most common substrate for industrial laser engraving. Fiber lasers are the standard choice for bare metals because of their high energy absorption at 1064nm.
Common metals used in laser engraving include:
Stainless steel
Aluminum
Brass
Copper
Titanium
Plastics
Plastics vary significantly in how they respond to laser engraving. The laser either vaporizes the surface material or causes a color change through thermal reaction, depending on the plastic type and laser settings. CO2 lasers handle most standard plastics, while UV lasers are preferred for heat-sensitive or thin-walled parts.
Common plastics used in laser engraving include:
Acrylic (PMMA)
ABS
Polycarbonate (PC)
Note: certain plastics such as PVC release toxic fumes during engraving and should not be used without proper extraction systems.
Wood
Wood is porous and organic, which means it burns rather than vaporizes under the laser beam. This produces naturally high-contrast marks without requiring high power levels. Hardwoods like maple and walnut hold fine edge detail well and are used in awards, furniture, and decorative products.
Leather
Leather has a porous, organic surface that responds well to CO2 laser engraving. The beam removes the surface layer cleanly, producing precise, permanent marks. It is used in personalized accessories, branded packaging, and luxury goods.
Glass
Glass does not vaporize like metals or plastics. Instead, the laser causes micro-fracturing just below the surface, creating the characteristic frosted appearance. This makes glass suitable for decorative engraving on trophies, bottles, and architectural panels.
Common Application of Laser Engraving
Laser engraving is used across many industries where permanent, precise marking is required.
Industrial Traceability
Serial numbers, DataMatrix codes, and part numbers are engraved directly onto metal components in automotive, aerospace, and electronics manufacturing. The marks survive post-process treatments like heat treatment, powder coating, and sandblasting.
Medical Devices
Surgical instruments and implants require permanent UDI markings under FDA and EU MDR regulations. Engraved marks remain legible after repeated autoclave sterilization cycles.
Mold and Die Texturing
Surface textures are engraved directly into injection mold cavities, eliminating the need for chemical etching. The texture transfers to every part produced from that tool.
Product Marking and Branding
Logos, model numbers, and certification marks are engraved on enclosures and consumer products. Anodized aluminum is a common substrate for this application.
Signage and Awards
Trophies, plaques, and nameplates are produced on wood, acrylic, glass, and metal using CO2 lasers.
Advantages of Laser Engraving
Non-contact process
The laser never touches the workpiece. This eliminates mechanical stress and makes it suitable for delicate or thin-walled components.
Permanent marks
Engraved marks resist wear, chemicals, and high temperatures. They do not fade or peel over time the way ink or adhesive labels do.
No consumables
There are no cutting tools to replace and no inks to refill. Operating costs stay low across high production volumes.
High repeatability
The process is software-controlled and fully automated. The same mark can be reproduced thousands of times with consistent depth and position.
Disadvantages of Laser Engraving
High equipment cost
Industrial fiber laser systems carry a significant upfront investment. Entry-level machines exist, but they lack the power and precision required for most manufacturing applications.
Slow on deep marks
Deep engraving requires multiple passes at lower speeds. For applications where surface depth is not critical, laser etching is faster and more cost-effective.
Material limitations
Highly reflective metals like copper and gold are harder to engrave efficiently. Some plastics release harmful fumes and require dedicated extraction systems.
What are the differences between laser marking, laser etching and laser engraving?
All three processes use the same laser equipment. The difference is how much energy is applied and what happens to the material surface. Choosing the wrong process for an application results in marks that either fail prematurely or cost more than necessary.
Process
What Happens to the Surface
Depth
When to Use
Engraving
Material vaporized, physical cavity formed
0.1 to 0.5mm
Parts exposed to wear, abrasion, or post-process surface treatments
Etching
Surface melted and raised, no material removed
Up to 0.025mm
High-contrast marks needed quickly on metals
Marking
Chemical reaction changes surface color, no removal
Surface only
Stainless steel and titanium where corrosion resistance must be preserved
How Much Does a Laser Engraving Machine Cost?
Machine cost varies by laser type. Diode lasers start under $500 and suit light work on wood and leather. CO2 machines for commercial production range from $3,000 to $15,000. Fiber lasers, the industrial standard for metal marking, start at $10,000 for a 20W system and exceed $50,000 for high-volume production setups. UV lasers for heat-sensitive materials like PCBs and medical components cost $20,000 to $80,000.
Beyond the machine, budget for fume extraction ($500 to $3,000). CO2 laser tubes need replacement every 1,000 to 2,000 hours at $500 to $3,000 per tube. Fiber and diode lasers last 10,000 hours or more with minimal consumable cost.
For manufacturers who need laser-marked parts without the capital investment, outsourcing to a supplier with in-house fiber laser capability is the standard alternative. Per-part cost for serial numbers and barcodes on metal typically runs $0.10 to $2.00 at volume.
Laser engraving removes material from the surface to a controlled depth, leaving a permanent mark. Laser cutting drives the beam all the way through the material to separate it into shapes. The equipment is similar, but the intended outcome is completely different.
The mark is created by physically removing material, so it cannot peel, fade, or wash off. On metal parts, engraved marks survive heat treatment, sandblasting, powder coating, and chemical exposure without losing readability.
Bare copper, gold, and silver are highly reflective and difficult to engrave without special settings. PVC releases toxic chlorine gas when exposed to a laser and should never be used. Tempered glass is also problematic because the internal stress can cause cracking.
A serial number on a small metal part takes a few seconds. Large surface areas or jobs requiring multiple passes for depth can run several minutes. Cycle time depends on mark size, required depth, and available laser power.
Rotary attachments handle cylindrical parts like shafts, tubes, and bottles by rotating the part under a fixed laser head. For more complex 3D geometry, 5-axis laser systems direct the beam at varying angles across the surface. Both methods are standard in industrial production environments.
Gavin Leo is a content editor at Aria Manufacturing with hands-on experience in CNC machining, Injection molding, materials selection, and part design. Outside of work, he enjoys hiking and collecting mechanical watches.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.