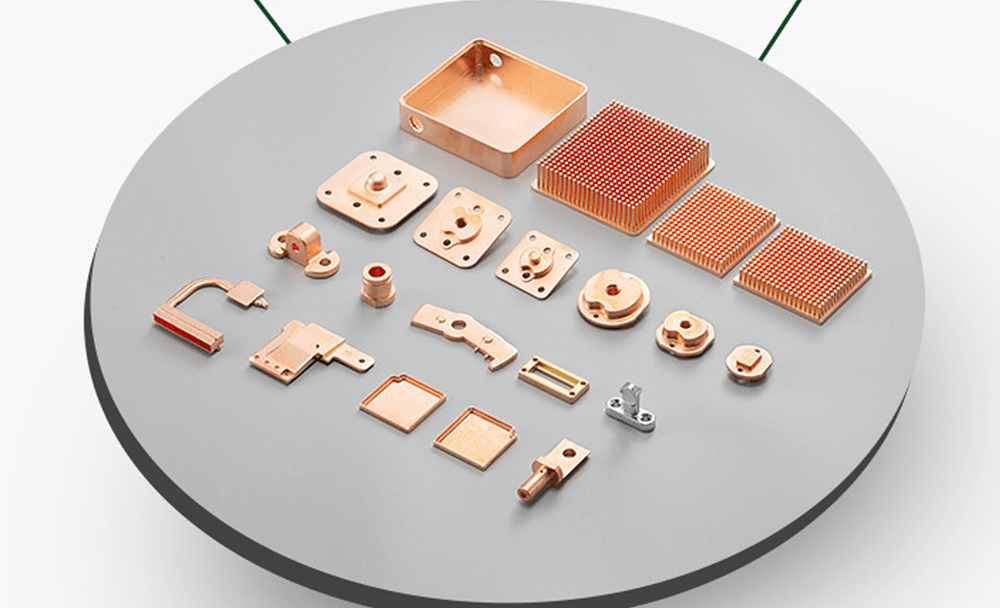
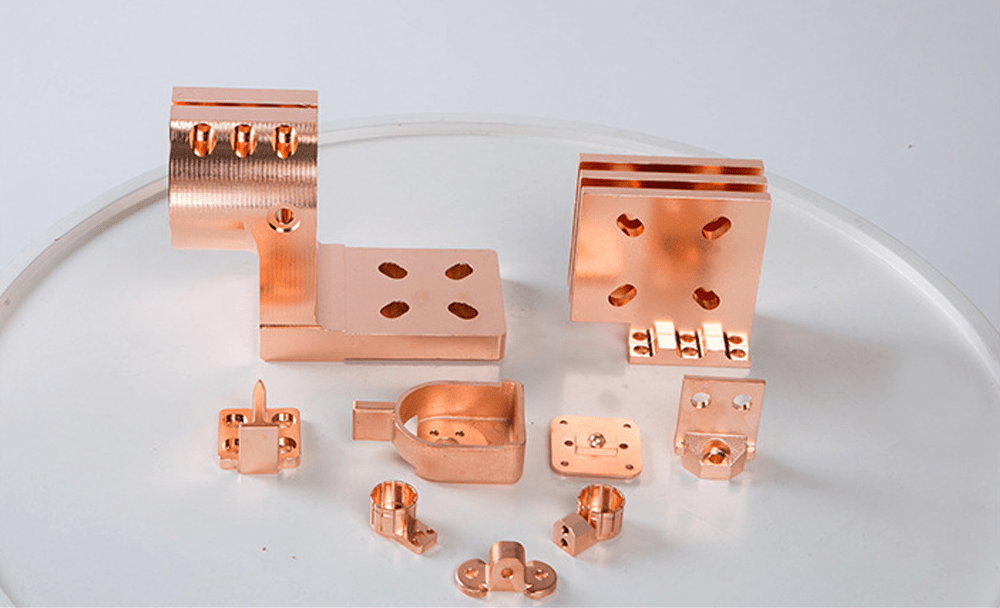
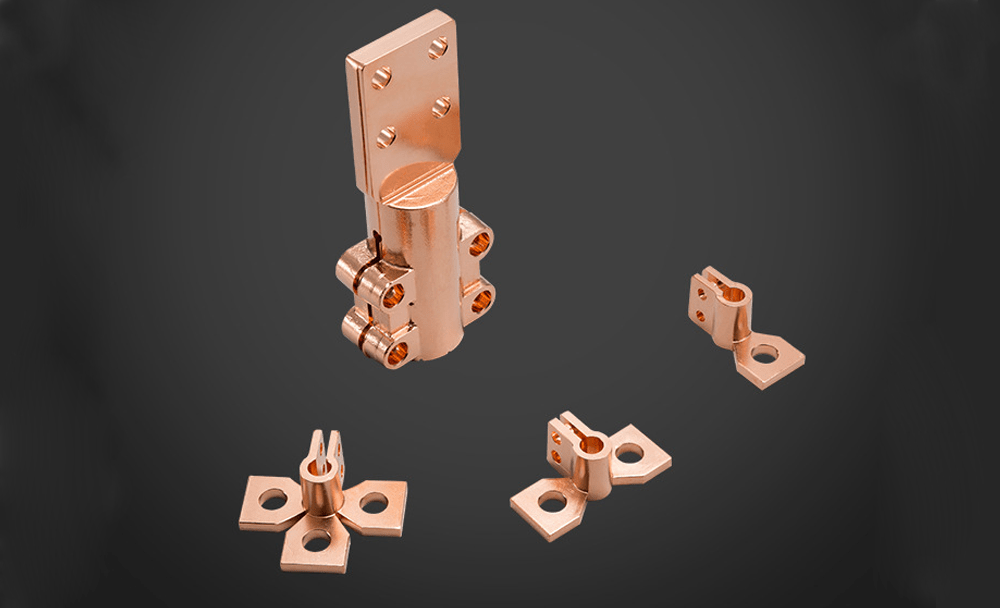
Copper and its alloys are widely used in modern mechanical engineering as structural, antifriction, electrical and other materials.
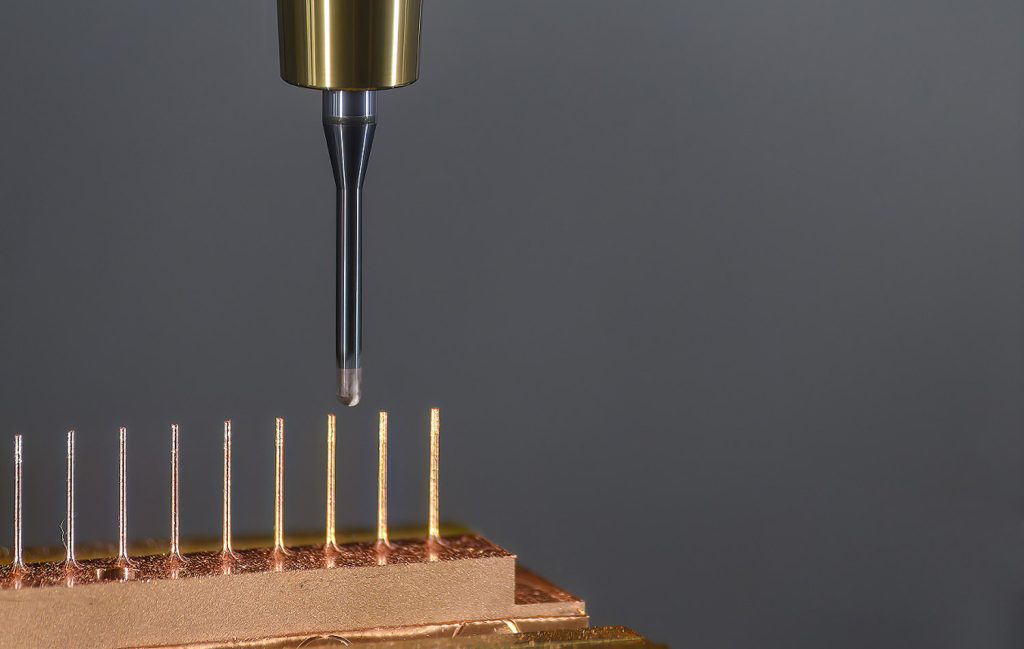
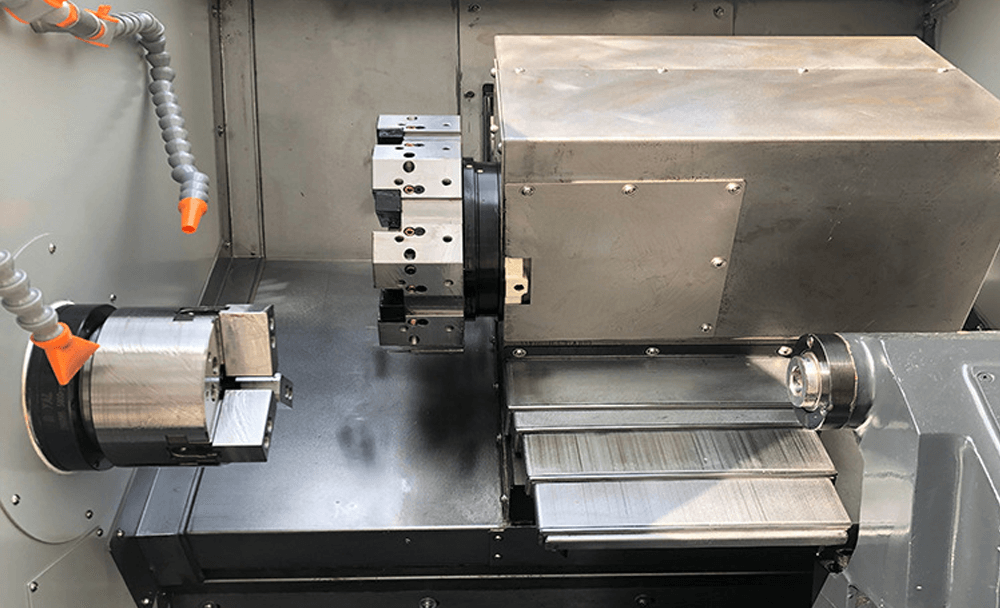
CNC machining is a manufacturing process in which pre-programmed computer software directs the movement of tools and machines in the factory. This process can be used to control a wide range of complex machines, from grinders and lathes to mills and routers.