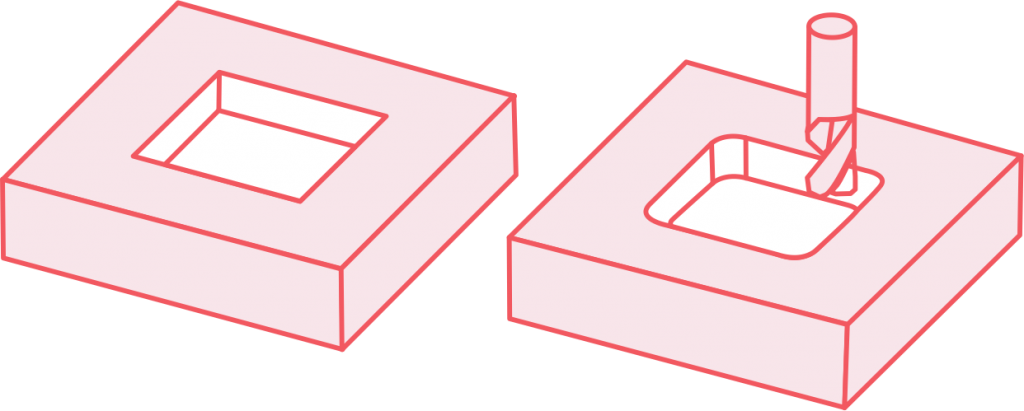
Most projects can accommodate a radiused corner without affecting the part’s performance or functionality. A corner radius is usually perfectly acceptable.
In the case of assembly parts, the corners of the mating component will be rounded to ensure a perfect fit. Unless a specific reason makes inner corner radii unacceptable, we’d recommend choosing this alternative.
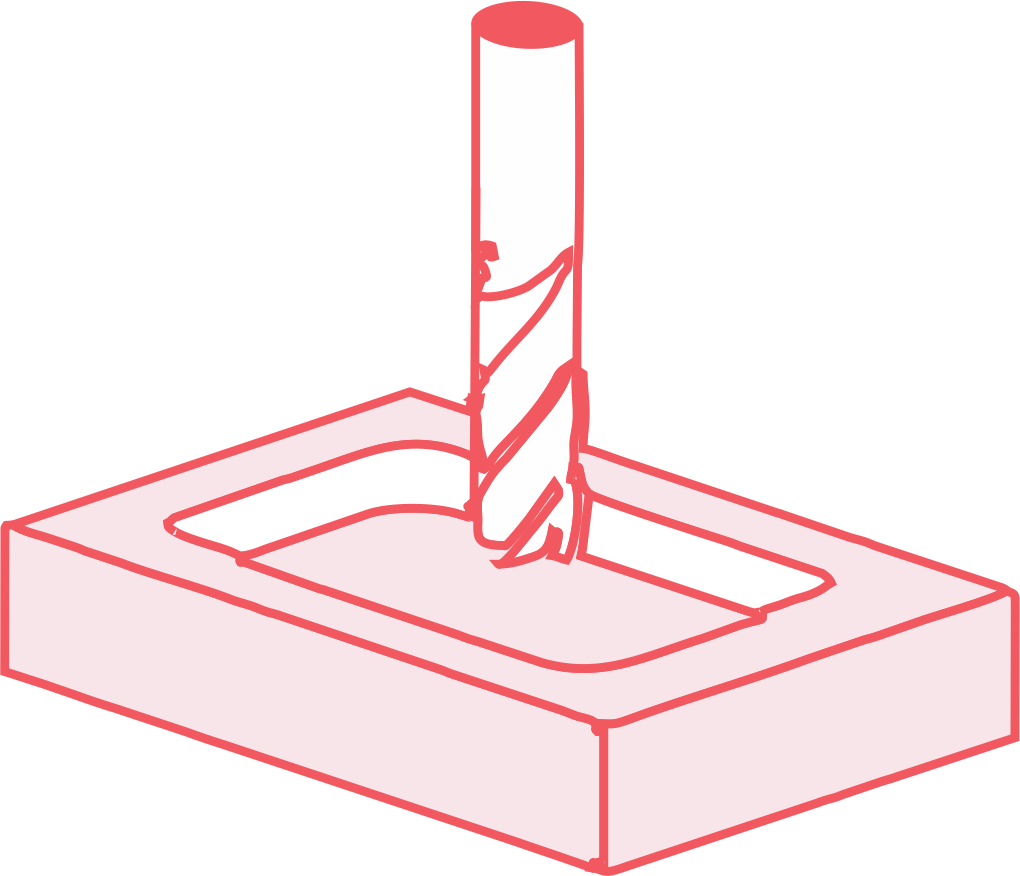
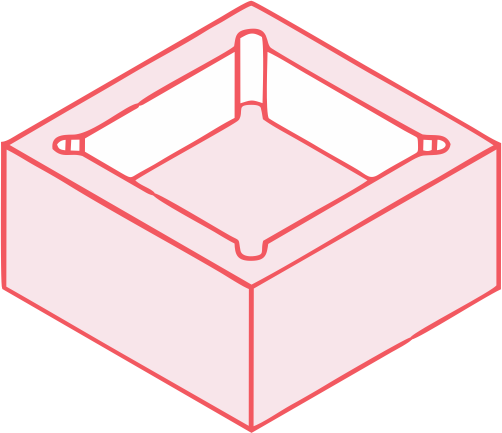
Big tools produce wider inside corner radii. On the flip side, they operate faster reducing the machining time and costs. With some applications, you can leave the larger internal corner radii intact. However, you can also reduce it and achieve a tiny radius using a drill bit with a smaller radius.
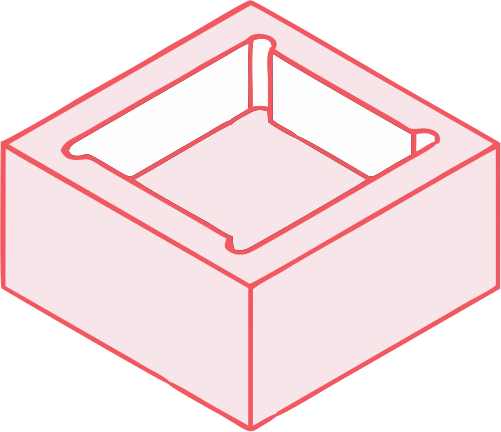
The tool radius is also connected to the depth of the internal pocket. Using a small tool for deep cavities can affect the quality of the part and cause fatigue on the tool. It is recommended that you adopt a corner radius of at least a third of the depth of the cavity. Also, the depth of the cavity needs to be twice or triple the tool diameter.