What is the difference between plain milling and end milling?
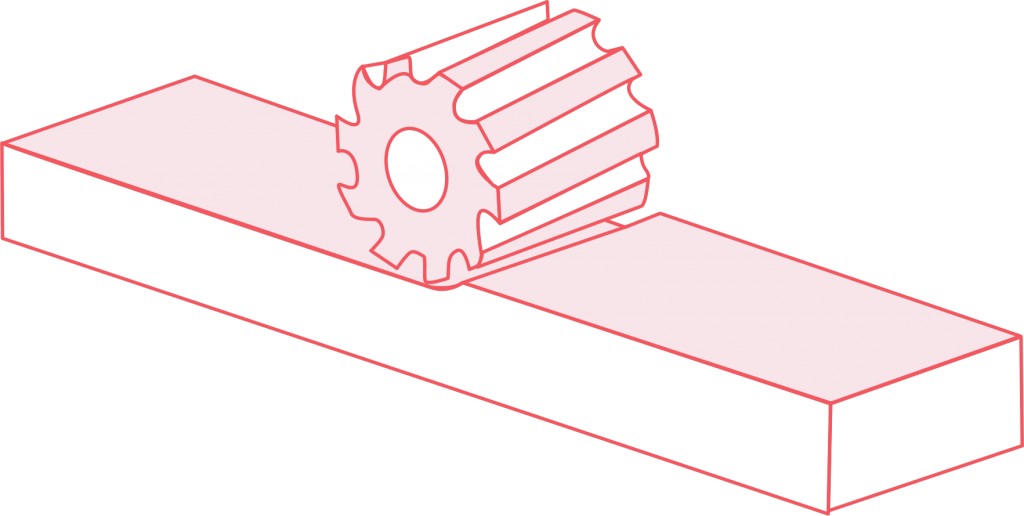
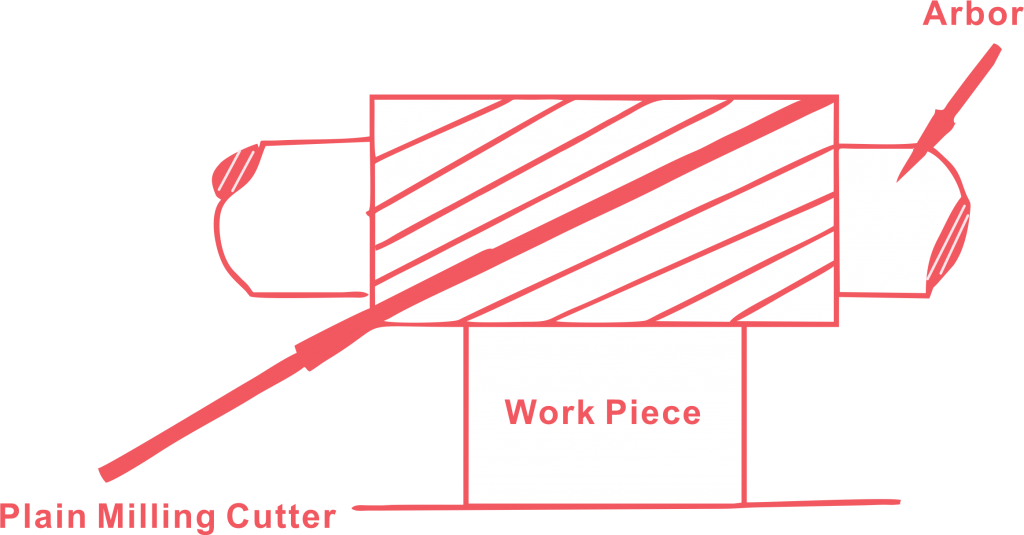
In plain milling, the cutter axis is parallel to the workpiece surface and the peripheral teeth do the cutting — it's for large flat surfaces. In end milling, the cutter axis is perpendicular to the workpiece and both the end and the sides of the cutter can cut — it handles slots, pockets, contours, and profiles.
Can plain milling be done on a vertical milling machine?
It's possible but not practical. Plain milling is designed around a horizontal arbor with support on both ends, which gives the rigidity the process needs. On a vertical mill, you lose that support and the cutter has to be held in a way that invites chatter. If I only have a vertical machine, I switch to face milling instead.
What is the depth of cut in plain milling?
Depth of cut depends on the cutter, the material, and the rigidity of the setup. For roughing with a heavy-duty cutter on steel, I typically take 3–6 mm per pass. For finishing with a light-duty cutter, I drop to 0.5–1 mm. The goal is to stay within the chip load the cutter is designed for without pushing the arbor into chatter.
Is climb milling or conventional milling better for plain milling?
Climb milling gives a better surface finish and longer tool life when the machine and workholding are rigid enough to handle it. Conventional milling is safer on older machines with backlash in the feed screws, because it pushes the workpiece against the feed direction. On modern CNC machines, I default to climb milling.
What surface finish can I expect from plain milling?
With a heavy-duty cutter, I typically see surface finishes around Ra 3.2–6.3 μm. With a light-duty cutter and the right parameters, I can get down to Ra 1.6 μm or better. If the drawing calls for finer than that, I follow up with face milling or grinding.
How do I prevent chatter in plain milling?
Chatter comes from a lack of rigidity. I support the arbor at both ends, tighten the workholding, reduce the depth of cut, and adjust the spindle speed. A cutter with a steeper helix angle also cuts more smoothly than one with straight teeth.
Is plain milling suitable for CNC machines?
Yes. Plain milling runs well on CNC horizontal milling machines and horizontal machining centers. The process itself doesn't change — the CNC just controls the feed, speed, and depth with more precision than a manual machine.
How do I choose between plain milling and face milling?
I choose plain milling when I need to remove a lot of material fast and the finish isn't critical. I choose face milling when I need a better surface finish, when I'm working on a vertical machine, or when the flat surface is wider than my longest plain milling cutter.