As a professional engineer of more than eight years of expertise have seen novice engineers struggle to choose the correct holes for machining parts. Precisely, where to use spotface and counterbore holes.
So if you are an apprentice or a novice engineer this article may be what you have been looking for.
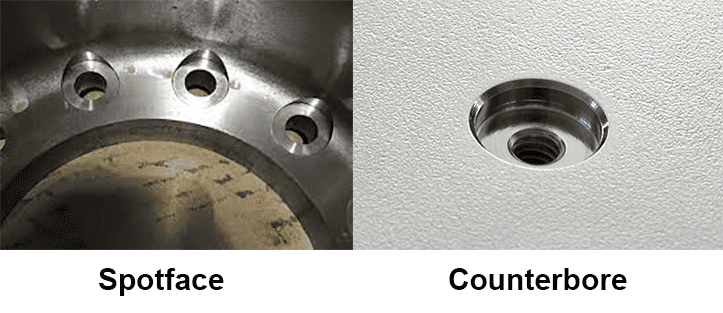
What is spotface hole?
We casually call it a spotface. It is a machined hole that provides a smooth, flat, precisely positioned surface to a specific area of the workpiece (a full spotface feature).
Typically, it is quite shallow and just eliminates enough material to produce the smooth, uniform surface needed for a fastener to rest flat. It is shaped like a shallow, flat-bottomed cylindrical hole.
It is used to create a smooth and level seating surface for mating components, such as bolt heads, nuts, washers, or bearing races.
The spotface recess makes sure that these parts are properly aligned and in touch with the workpiece surface.
What is Counterbore hole?
This is a larger-diameter cylindrical recess or hole that is machined around an existing hole on the surface of a workpiece.
It is made to have a stepped profile, with the smaller piece serving as the initial entry point for the fastener and the larger section acting as a sitting flat mounting surface for the head (for example, a bolt or screw).
A counterbore hole’s main function is to give a fastener head, such as a bolt or screw, a place to sit so that it is flush with or below the workpiece surface. Here, the fastener can be tightened firmly without sticking out, leaving the surface with a smooth and level finish.
This design element makes it easier to tighten the fastener using socket wrenches or other tools, giving the assembly a tidy and attractive finish.
What is difference between spotface and counterbore?
Spotface and counterbore are two different types of machined holes designed to accommodate fasteners and recesses for screw heads.
The depth of the hole and the kind of fasteners that it can accommodate are the key features that distinguish them.
Next I share detailed aspects that show these differences so you are empowered to make informed decisions during the design and manufacturing phases.
Spotface vs. Counterbore: Depth
The depth of the upper hole is primarily what distinguishes a counterbore hole from a spotface hole.
Spotfaces are flat-bottomed, somewhat shallow pits or recesses. They have very little depth, usually just enough to provide mating parts like bolt heads, nuts, washers, or bearing races with a smooth and level sitting surface.
The best practice normally is not to add further depth if the component’s surface is already flat and the screw and part meet perpendicularly. .
A spotface’s main function is to make sure that the mating components are properly aligned and in contact with the workpiece surface.
In comparison to spotfaces, counterbores have deeper recessed areas.
A counterbore has a deeper depth because its purpose is to produce a stepped profile around an existing hole so that a fastener’s head (such as a bolt or screw) sits flush with or below the workpiece surface.
It is important to note that the type of fastener being used and the diameter of its head are the key factors that determine this depth.
Counterbores give the assembly a flush and attractive finish by accommodating the fastener head while leaving the threaded shaft above the surface.
Spotface vs. Counterbore: Shape
Spotfaces often have a cylindrical or circular form. Their outside border creates a clearly defined circle or cylinder on the surface of the workpiece.
The spotface is a simple recess with a flat bottom and a consistent diameter throughout. The hole is not meant to ‘conceal’ the fastener’s head; rather, it is meant to provide a flat surface for it to rest on. This is especially useful for workpieces with uneven terrain.
Counterbores, in contrast, are also typically cylindrical in shape, but having a stepped form.
A counterbore starts with a larger-diameter opening at the surface of the workpiece and gradually reduces in diameter as it goes deeper, eventually reaching the diameter of the original hole or even less.
As a result, the counterbore has a stepped profile that allows the fastener’s head (such as a bolt or screw) to fit while still leaving the threaded shaft above the surface.
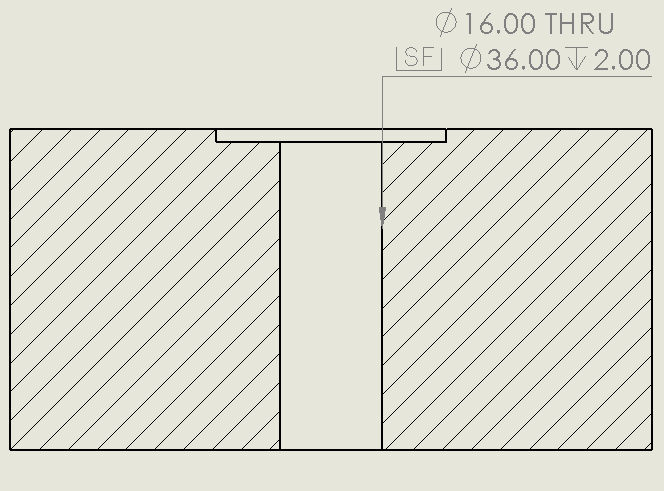
Spotface vs. Counterbore: Callout Symbol
We use callout symbols to effectively represent the spotface and counterbore features on technical drawings.
This ensures that the requirements of a specific part are clear and that proper machining procedures are applied.
A spotface does not have its own unique symbol. As per the ASME Y14.5 standard, we use the counterbore symbol with “SF” in the middle to represent a spotface.
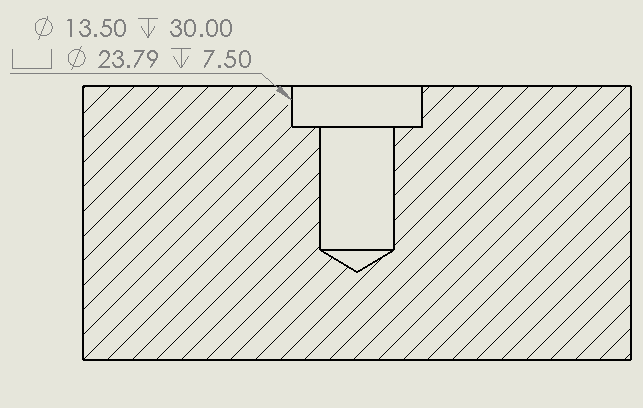
A counterbore is represented by an outstanding sign, which is the ‘⌴’ symbol. The symbol for the diameter and depth number is also present for counterbore holes.
Spotface vs. Counterbore: Size
Spotface hole size is defined by its diameter, matching the hole or cavity. The depth is shallow, providing a smooth surface for the fastener head.
Counterbore hole size is defined by the diameter and depth. The diameter matches the fastener head, and the depth determines how far below the surface the fastener will be seated. It is generally deeper than a spotface.
Spotface vs. Counterbore: Applications
Spotfaces are mostly used in bolted joint assemblies to provide smooth seating surfaces for bolt heads and nuts, ensuring uniform distribution of clamping pressure.
They are used in bearing applications to give bearing races accurate, flat seating surfaces, lower friction, and preserve alignment, especially where the surface is uneven.
Washers are utilized in situations where spotfaces are employed to keep them from digging into the surface of the workpiece and to provide reliable load distribution.
Counterbores are widely used in fastening applications when a flush or recessed look of the fastener head is required for aesthetic reasons or to minimize interference.
They are widely used in metalworking and woodworking to cover the heads of screws or bolts, resulting in a tidy and expert finish.
The use of counterbores is very instrumental in minimizing snagging on nearby objects and where a smooth, flat surface is required while assembling mechanical components.
Other Types of Holes in Machining
Apart from spotfaces and counterbores, there are other types of holes that we apply in machining.
I will briefly outline them so that you are familiar with most of the holes commonly used in this industry.
Simple Hole:
As the name suggests, a simple hole is easy to drill. Generally, it is a cylindrical opening that is simply cut out in the desired shape of the part.
Simple holes are easy to drill and serve a variety of functions, such as establishing apertures for fluid passage or allowing clearance for fastening.
Through Hole:
A through hole is a specific kind of hole that begins on one surface of the workpiece and extends entirely to the opposite.
Its diameter is consistent throughout its entire length.
Through holes can be used to align components, allow fasteners or other components to pass through the workpiece, and facilitate the transfer of fluid or gas from one side to the other.
Blind Hole:
This is a hole that doesn’t go through the whole thickness of the workpiece. It has a set depth instead, leaving a solid area at the bottom.
Blind holes are mostly used in situations where it is undesirable for the hole to leave the rear of the workpiece or where precise depth control is required.
Countersink Hole:
A countersink hole is a conical depression that is added to a workpiece’s surface to cover an already-existing hole.
It is used to make a tapered aperture so that a screw or bolt’s head can rest flush with or below the workpiece surface by matching the screw’s angle and surface.
A countersunk hole does the opposite of a counterbore hole, and it is more difficult to machine.
Tapered Hole:
As the name implies, a tapered hole is one whose diameter progressively varies as it descends.
It tapers down to a smaller diameter at the bottom after beginning with a bigger diameter at the entry point.
Tapered holes are applied when unique fitting or assembly requirements call for a precise and secure connection between components.
Conclusion
The right usage and design of each of these types of holes is crucial for getting the best performance and functionality in mechanical assemblies.
Performing hole-making procedures is fundamental to making an item with the desired shape or dimension.
Aria manufacturing provides all your machining needs with bold expertise. We also have a proven track record in customer service. Reach out to us now through our contact for professional advice or place your quote.