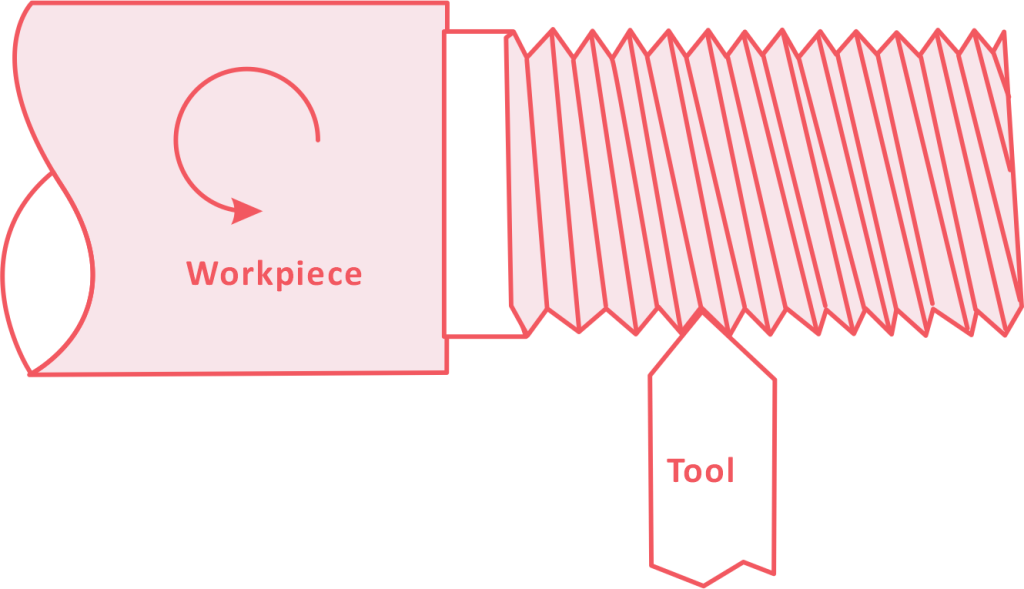
Tapping is a common thread-cutting method that creates internal threads in pre-drilled holes. This is accomplished using special tools known as taps. Tapping holes is efficient and economical, especially when machining smaller threads. You need to choose the right tap for your project to optimize performance.
There are multiple types of taps, each designed for a specific threading job. For example, a hand tap is operated manually with a tap wrench while a machine tap will cut threads with a drilling machine. Other types of taps include master taps, machine screw taps, spiral fluted taps, and fluteless taps.
Taps are typically made from high-speed steel (HSS). However, tough applications – such as threading a hole in a hard metal – demand a stronger tap material like solid carbide.