EDM machining, short for Electrical Discharge Machining, removes material using controlled electrical sparks rather than a cutting tool. It is the process engineers turn to when CNC milling and turning cannot finish the job, whether the material is too hard, the corners too sharp, or the geometry too detailed for any cutting tool to reach.
This guide explains exactly how EDM works, the different types, the materials it handles, and when it makes sense to use it.
What is Electrical Discharge Machining?
Electrical Discharge Machining also called spark machining or spark eroding. It is a non-contact manufacturing process that removes material from a conductive workpiece using controlled electrical discharges.
This process avoids the mechanical stress, deflection, and tool wear that limit conventional machining. This is what makes EDM possible on materials and geometries that no cutting tool can handle.
EDM only works on electrically conductive materials. Hardened tool steel, titanium, Inconel, tungsten carbide, copper, and stainless steel are all common EDM materials. Plastics, ceramics, glass, and other insulators cannot be machined this way.
How Does EDM Machining Work?
The basic principle is simple. Generate thousands of controlled electrical sparks between an electrode and the workpiece, and let those sparks erode material until the desired shape is formed.
Here is how the process works step by step.
Step 1: Setup
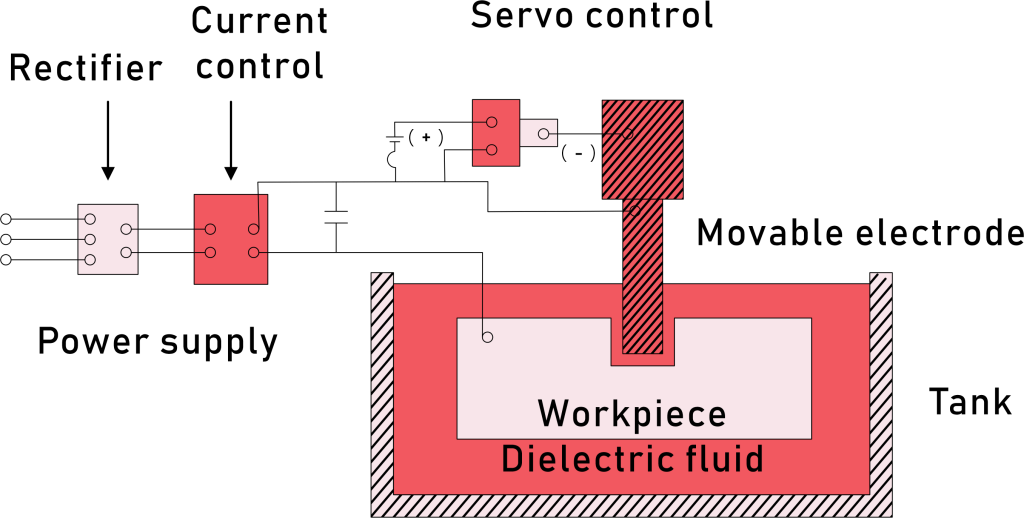
The workpiece is clamped on the machine table and submerged in a dielectric fluid, typically deionized water for wire EDM or hydrocarbon oil for sinker EDM. An electrode, shaped to match the feature being machined, is mounted on the spindle and positioned just above the workpiece surface.
Step 2: Pulse Voltage Application
The machine applies pulsed DC voltage between the electrode and the workpiece. The dielectric fluid acts as an insulator, preventing current flow until the gap reaches the breakdown threshold, typically a few microns at around 60 to 100 volts depending on machine settings.
Step 3: Spark Discharge
When voltage exceeds the dielectric breakdown point, the fluid ionizes and forms a conductive plasma channel between the electrode and workpiece. A spark jumps the gap, generating localized temperatures between 8,000°C and 12,000°C that instantly melt and vaporize a microscopic amount of material.
Step 4: Material Removal
Each spark removes a microscopic amount of material from the workpiece, leaving a tiny crater on the surface. The machine produces thousands of these pulse discharges per second, gradually eroding the workpiece into the final shape.
Step 5: Flushing and Gap Control
The dielectric fluid is continuously pumped through the cutting zone to flush away molten debris and cool both the electrode and workpiece. At the same time, the servo system adjusts the electrode position to maintain a consistent spark gap. Together, these two functions keep the discharges stable and allow EDM to hold tight tolerances of ±0.005mm or better.
Types of EDM Machining
There are three main types of EDM, and each one is used for a different kind of feature.
Wire EDM
A thin charged wire (brass or molybdenum) follows a programmed path through the workpiece. The wire feeds off a spool during cutting, so it stays sharp from start to finish. The whole setup runs submerged in deionized water.
Wire EDM is what you use when you need to cut a 2D profile that passes all the way through the part. Punch and die sets, gears, splines, aerospace brackets.
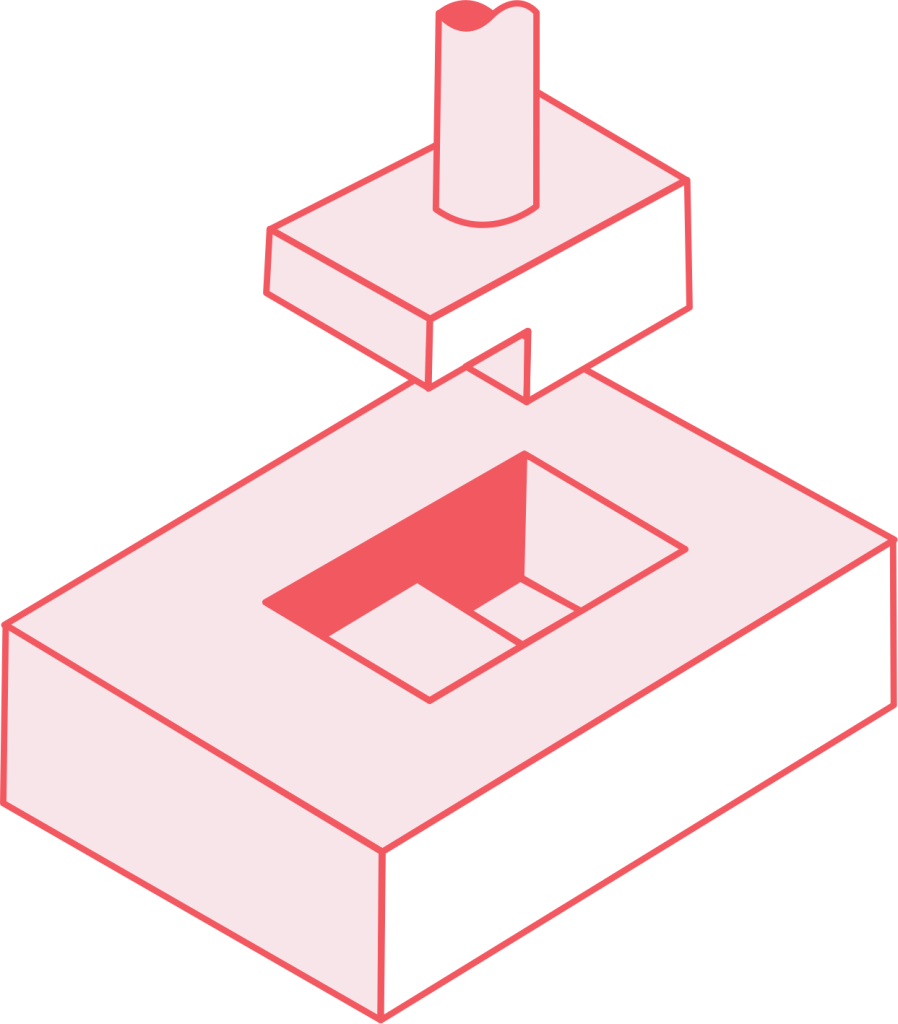
Sinker EDM
Sometimes called die-sinking or ram EDM. The electrode is a graphite or copper block machined as the mirror image of the cavity you want. You feed that electrode into the workpiece under servo control, often with small orbiting movements to help flushing, and the sparks burn the cavity into the part.
Sinker is the only practical option for blind cavities, sharp internal corners, and 3D pockets in hardened steel. Injection mold cavities, forging dies, stamping dies. The dielectric is hydrocarbon oil instead of water.
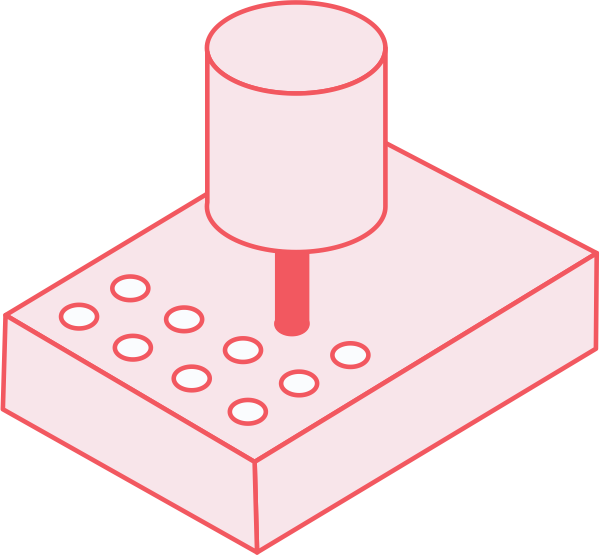
Hole Drilling EDM
A hollow rotating electrode (brass or copper) with dielectric pumped through the middle. The fluid comes out the tip and flushes debris up the hole as it deepens. That is how you drill holes with depth-to-diameter ratios up to 300:1, which is something a twist drill cannot do.
Cooling holes in turbine blades, fuel injector nozzles, start holes for wire EDM. The smallest holes I have seen run successfully are around 0.1mm in diameter, in hardened materials that would destroy a conventional drill.
Materials for EDM Machining
Theoretically, materials that can conduct electricity can be processed by electrical discharge machining. The most common materials used in EDM machining fall into a few groups.
Tool Steels
Tool steels are by far the most common EDM material. Once heat-treated to 60+ HRC, they cannot be cut economically with conventional milling, so EDM handles all post-hardening work. Typical jobs include injection mold cavities, stamping dies, and forging tools.
Hardened and Stainless Steel
Pre-hardened and corrosion-resistant steels are used for medical instruments, food processing components, and aerospace fittings. EDM avoids the heat distortion that would happen if these parts were milled then hardened.
Titanium
Titanium work-hardens fast under cutting tools and generates extreme heat at the cutting edge. EDM bypasses both problems entirely. Common applications include aerospace fasteners, medical implants, and high-performance sports equipment.
Superalloys
Nickel-based superalloys retain strength at high temperatures, which makes them ideal for turbine blades and chemical processing equipment. They are also among the most difficult materials to machine with cutting tools. EDM handles them with no tool wear concerns.
Carbides and Refractory Metals
These materials are too hard or too brittle for conventional milling. EDM is the standard process for shaping carbide cutting tools, tungsten electrodes, and molybdenum components used in high-temperature applications.
Non-Ferrous Metals
EDM cuts these softer metals easily, though it is less common since conventional machining handles them faster and cheaper. We typically use EDM on these materials only when the geometry cannot be reached with a cutting tool.
Materials EDM Cannot Machine
Plastics, ceramics, glass, and any other electrically insulating material are not compatible with EDM. If the material does not conduct electricity, the spark cannot form.
Advantages of EDM Machining
Cuts hardened metal without trouble
Once steel goes past 60 HRC, milling tools struggle. They wear fast, break easy, and the surface finish suffers. EDM does not care. A part at 65 HRC cuts the same way as one at 30 HRC. The spark erodes material based on conductivity, not hardness.
Zero pressure on the part
The electrode never touches the workpiece. That means no cutting force, no vibration, no bending. Thin walls and small features hold their size. Pre-hardened parts stay pre-hardened. This is why EDM is often chosen for medical implants and fragile aerospace fittings.
Shapes other tools cannot make
Sharp inside corners. Deep narrow slots. Tiny holes 100 microns wide and 30mm deep. None of these are possible with a rotating cutter. EDM handles them all.
Clean edges, no burrs
The finish coming off the machine is smooth, No deburring step. No polishing. The part is done.
Tight tolerances every time
±0.0025mm is possible on high-end wire machines. The hundredth part comes out the same as the first one.
Disadvantages of EDM Machining
Painfully slow on big jobs
EDM removes material one tiny spark at a time. Compared to a milling cutter ripping through aluminum, EDM looks frozen. Use milling for roughing, EDM for finishing.
Only works on metals that conduct electricity
Plastics, ceramics, glass, wood, rubber. None of these can be machined by EDM. If electricity does not flow through the material, the spark cannot form.
Electrodes cost time and money
For sinker EDM, you need a custom electrode shaped like the cavity you want. That means more CAD work, more machining, more cost. The electrode also wears down during use and needs replacing.
Surface damage you cannot see
Every spark melts a thin layer of metal and lets it cool again. This recast layer has tiny cracks and weaker material. For parts under heavy stress, that layer needs to be polished off after machining.
Expensive to run
EDM machines are pricey upfront. Add dielectric fluid, electrodes, and electricity, and the per-hour cost is higher than most milling jobs.
Applications of EDM Machining
EDM shows up in any industry where parts are too hard, too detailed, or too precise for conventional cutting tools. Here is where we see it used most.
Tool and Die Making
This is where most EDM hours go. Injection mold cavities in hardened steel, stamping dies, forging dies, extrusion dies, blanking punches. These parts are heat-treated before final machining, which means milling is no longer an option. Sinker EDM burns the cavity. Wire EDM cuts the profile.
Aerospace
Aerospace parts demand tight tolerances in materials that destroy conventional cutting tools. Wire EDM cuts complex profiles in these superalloys without introducing stress. Hole drilling EDM produces cooling channels with depth-to-diameter ratios no twist drill can reach.
Medical Devices
Medical parts are small, precise, and made from biocompatible materials like titanium and 316L stainless steel. EDM produces the sharp features and smooth surfaces these parts require without distorting thin walls or altering material properties.
Automotive
The automotive industry uses EDM mainly for tooling and for small precision components that need features conventional machining cannot produce. High-volume production tooling, like progressive stamping dies, almost always involves EDM at some stage.
Electronics
Wire EDM and micro EDM handle the miniature geometries this industry demands. For example, Connector molds, lead frames, micro-features on semiconductor packaging tools.
Conclusion
EDM is not a replacement for conventional machining. It is a tool for the jobs conventional machining cannot do.
When the part is too hard, the corner too sharp, or the wall too thin, EDM works where milling and turning fail. For any conductive material that needs accuracy beyond what cutting tools can deliver, EDM is the answer. For everything else, stick with milling and turning.
Gavin Leo is a content editor at Aria Manufacturing with hands-on experience in CNC machining, Injection molding, materials selection, and part design. Outside of work, he enjoys hiking and collecting mechanical watches.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.