Injection molding transforms molten materials into precise, identical parts under high pressure. Manufacturers choose this process when they need several parts to have consistent quality. So, how much does this process cost?
The mold is the most expensive part of injection molding, not the materials or labor. Mold costs vary dramatically based on complexity, size, and production volume requirements. A basic mold might cost a few dollars, while complex multi-cavity molds can exceed $100,000.
In this guide, we’ll discuss the types of costs in Injection molding and how to manage these expenses.
Basic Cost Structure of Injection Molding
The basic cost structure of injection molding falls into different categories, including:
Initial Setup vs. Per-Unit Production Costs
Injection molding costs have two basic structures: setup and production costs.
Injection mold tooling cost depends on complexity, material, and the number of cavities. Simple aluminum molds cost less than hardened steel multi-cavity molds. This upfront cost explains why the process works best for higher production volumes.
Once tooling is complete, per-unit costs decrease as production numbers increase. The same part produced in small quantities might cost more per unit than in bulk.
Many industries reduce setup costs by using alternative methods for prototyping. They do this before they invest in production tooling.
This method verifies designs before investing in expensive molds. It also helps identify potential design for manufacturability (DFM) issues early.
Another basic cost structure of injection molding is the fixed and variable costs.
Fixed vs. Variable Expenses
Fixed costs in injection molding include:
Mold design and fabrication
Specialized processing techniques like electrical discharge machining
Quality validation equipment
Engineering time for setup and programming
Variable costs fluctuate with production volume:
Raw material (polymer) expenses
Machine operating time (hourly rates)
Labor for machine operation and inspection
Energy consumption
Post-processing requirements
Packaging and shipping
Knowing the balance between fixed and variable costs helps you see when injection molding is cheaper than other methods.
Typical Cost for Different Production Scales
Injection molding involves different expenses. Here’s a breakdown of the main costs to expect.
Equipment costs
Buying the necessary equipment for injection molding is usually expensive. However, the price depends on the machine’s capabilities, size, and type of equipment (new or used).
Speaking of size, bigger machines with more clamping force make bigger plastic parts, but cost more. A 50-ton machine works for phone cases or bottle caps, while car bumpers need 1,000+ tons. Regardless, get a machine with at least 20% more force.
Used injection molding machines can save you 40 to 60% compared to new ones, but they might break down more often. Remember to budget for extra equipment like material dryers, cooling systems, and conveyors. But know that these can add another 15-30% to your costs.
Mold Costs (Tooling Costs)
The most expensive aspect of injection molding is typically the mold. Mold or tooling costs range from a few bucks for simple parts to six figures for complex components. However, 15-30% of these costs are used for Engineering and mold design. This is necessary, so designers must plan for proper material flow, cooling, and ejection.
Getting the necessary materials can also affect injection molding cost and longevity. Aluminum molds cost less and are ideal for low-volume runs. On the other hand, steel molds can withstand several cycles of mass production.
Don’t forget about maintenance, which many companies underestimate. Quality molds need regular cleaning and occasional repairs, especially complex molds with moving components for creating undercuts. Budget 5 to 10% of the original mold cost annually. This will ensure consistent production runs and avoid costly downtime.
Injected Material Cost
Material cost is often the largest ongoing expense in the injection molding process. Common thermoplastic materials like polypropylene are more affordable. However, engineering-grade plastics such as ABS cost more. The most expensive injection molding materials are powdered metals, which cost more than plastics.
So, choose the right type of metal for your project. There are a variety of metals to choose from, each with its benefits and drawbacks. Aluminum is lightweight, corrosion-resistant, and moderately priced. Stainless steel is popular because it’s strong and non-reactive, making it a good option for food and beverage containers.
To reduce raw material costs, opt for Bulk purchasing through tiered pricing. For high-volume production, negotiate fixed-price contracts to protect against market fluctuations.
Labor or Service Costs
Running an injection molding operation needs workers, and paying these workers can get expensive. Staff costs can take 50% of the production cost. But it depends on how complicated the parts are and how many people you need to make them.
You need trained workers who know what they’re doing. They have to watch the machines, change materials, check the part quality, and finish the products. The more complex your injection molded parts are, the more skilled your workers must be. And, of course, skilled workers cost more.
While it’s tempting to use the cheapest option, pick a company with a solid track record. Good injection molding services might cost more per hour. However, their experienced workers make fewer mistakes and produce better parts.
Variables that Impact the Injection Molding Cost
Injection Mold Cost Based on Part Size
Part size influences the cost of the mold in several ways. Larger injection molded parts require bigger molds. This consumes more raw steel or aluminum during fabrication. A larger mold size means removing more material during CNC machining operations.
The process can increase machining time and associated costs. Additionally, larger molds need bigger mold base components to handle the increased weight and pressure during the injection molding process.
Aside from the mold, larger parts need more raw material per shot and a longer cycle time to cool before ejection. This affects not just the tooling costs but the ongoing production expenses as well. So, it’s best to consider size reductions by assembling smaller components. This could reduce your total cost and improve functionality.
Injection Mold Cost Based on Part Design
Part design can also affect mold costs. Complex shapes with undercuts and intricate details require mold mechanisms like slides and lifters that add to the injection molding cost. However, simple modifications like removing unnecessary textures or adding draft angles can save costs without compromising function.
The number of cavities is another variable that affects mold cost. A single cavity mold costs less upfront but produces only one part per cycle. Multi-cavity molds cost more initially, but make several parts at once, reducing your cost per part over time. Material choice is also another factor. Aluminum molds are cheaper and work for shorter runs, while steel molds cost more but last much longer.
Injection Mold Cost Based on Production Volume
The number of parts you need directly shapes which mold makes financial sense. For small runs (under 100 pieces), 3D printing or basic low-costaluminum molds is best. They keep your upfront costs low and let you test your design.
Medium volumes (thousands of parts) require machined metal molds. They cost more initially but last longer. The manufacturing costs are reasonable for this range. For large production runs, like hundreds of thousands, hardened steel molds made with EDM technology are the best choice. They do cost more, but they are worth it.
The cost gets spread across so many units that each part’s share of the mold cost drops dramatically. Plus, steel molds have a consistent surface finish and tight tolerances throughout the production run.
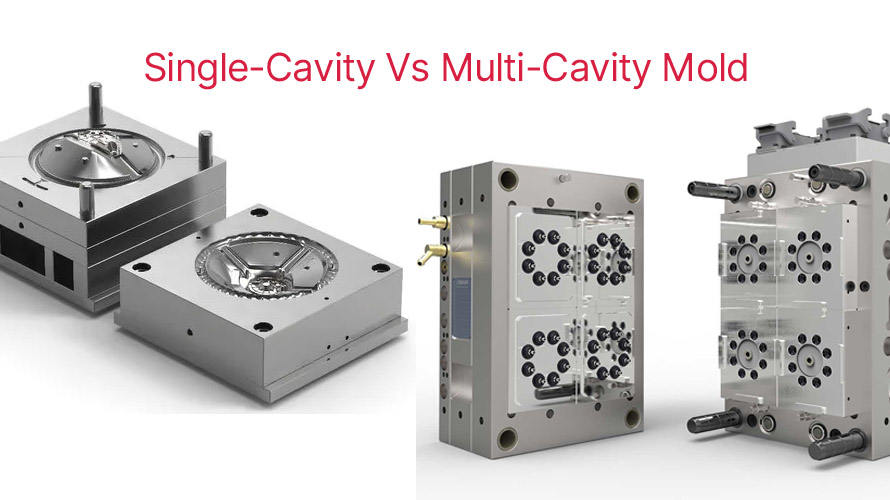
Injection Mold Cost Based on Part Volume and Cavities
The cost of injection molding depends on how many parts you need and your mold’s cavity count. Adding cavities makes your mold more expensive upfront. A four-cavity mold costs about twice as much as a single-cavity one, not four times more. This creates a trade-off between initial investment and per-part savings.
For smaller runs, simpler molds with fewer cavities make more sense financially. Once you need more than 10,000 parts, buying a mold with more holes is best, despite the high mold price.
Multiple cavities let you make several parts in each machine cycle, spreading your labor costs across more pieces. When you plan your project, think about your long-term needs. Paying more now for a multi-cavity tool can save you money later.
Reducing Injection Molding Costs
Simplify your design
Mold complexity impacts price. So, review CAD models before starting your injection molding project. Look for issues like steep angles and complex geometries that make molds expensive. Removing these features, if possible, can help cut costs.
Remove unnecessary features
Remove anything your part doesn’t need. Every extra texture, logo, or cosmetic feature increases machining time and raises your mold price.
Use effective molding techniques
Use a cavity approach that sinks wall features into the mold base. This improves the surface finish while making the mold simpler to build. Another way to save money is to design self-mating parts. These parts connect to copies of themselves. This approach removes the need for multiple unique molds.
Work with experts
The right design makes your project more cost-effective without compromising quality. So, work with experienced molders during development to catch problems early. Many manufacturers give design reviews to optimize your part for production while keeping it functional.
Conclusion
Injection molding offers an effective solution for low volume part production. The cost varies based on three key factors: size, complexity, and order volume.
Before committing to large production runs, consult manufacturers to calculate a precise injection molding cost. The price can differ depending on part design, cavity count, and production volume needed.