Step 01
Clamp the Workpiece Securely
Load the part into a vise with parallels underneath and tap it down with a dead-blow hammer to seat it flat. Any movement during the cut will produce an uneven surface and put the part out of tolerance.
Step 02
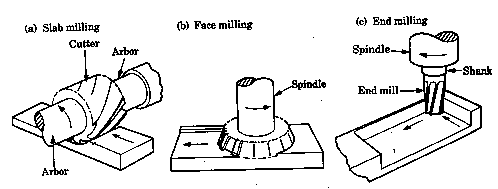
Load the Right Face Mill
Install the face mill into the spindle and check tool runout. Excessive runout — especially above 8,000 RPM — reduces tool life and degrades surface finish.
Step 03
Calculate Spindle Speed and Feed Rate
Calculate spindle speed using n = (1000 × Vc) ÷ (π × D), and feed rate using Vf = fz × z × n, based on the material and cutter. Face mills handle chip loads of 0.08–0.75 mm per tooth, much larger than end mills.
Step 04
Position the Cutter Off-Center
Offset the cutter by 10–20% of its diameter from the workpiece center. This produces a thinner exit chip, smoother cutting forces, and a cleaner surface finish.
Step 05
Start the Cut
Engage the cutter and feed it across the workpiece in a continuous pass. Most face milling jobs finish in one or two passes; avoid frequent entries and exits, as each interruption stresses the cutting edges.
Step 06
Inspect and Repeat if Needed
Check the surface for full coverage and measure the part thickness. If a second pass is required, adjust the depth of cut and run the operation again.