Aluminum anodizing is an electrochemical process that enhances the surface of aluminum by forming a durableoxide layer. This process involves submerging the metal in an acid electrolyte bath while passing an electric current through it. The aluminum acts as the anode, while a cathode—usually made of lead or stainless steel—is also placed in the solution. As current flows, oxygen is released at the surface, creating an aluminum oxide layer that’s tightly bonded to the metal.
The result? A finish that significantly improves abrasion resistance, making it ideal for parts exposed to wear and tear. Anodizing also boosts corrosion resistance and allows for color dyeing without affecting the metal’s structure. Whether in aerospace, construction, or consumer goods, anodizing is a go-to method for both function and finish.
What Is Aluminum Anodizing?
Aluminum anodizing is a controlled surface treatment that enhances aluminum’s durability and appearance. It starts by placing the metal in an electrolyte solution, usually an acid bath, and passing an electric current through it. The aluminum serves as the anode, triggering a reaction that forms a layer of aluminum oxide on the surface.
This layer isn’t just cosmetic—it offers real corrosion protection and improved wear resistance. The process is especially valuable for CNC machining parts, where precision components need a hard, stable, and high-quality finish that won’t easily degrade. Once anodized, aluminum can also be dyed in various colors and sealed to lock in the appearance.
Because of its strong bond to the base metal, the oxide layer won’t chip or peel, making anodizing ideal for products exposed to tough environments, from industrial tools to architectural finishes.
Flow of Anodizing Aluminum: Step-by-Step Explained
Anodizing aluminum isn’t just dipping metal in a bath and flipping a switch—it’s a carefully controlled, multi-stage process that transforms metal parts into tough, visually appealing components.
Here’s how it works:
1. Mounting the Aluminum Part
Everything starts with securely fixing the aluminum wire or part to a rack. This ensures strong contact with the power supply, which is crucial for forming a consistent anodic oxide layer. Titanium or aluminum racks are typically used for their conductivity and stability.
2. Degreasing
Before the real work begins, the metal surface needs to be cleaned. Oils, dust, and abrasives from substrate processing can interfere with the electrical flow. Removing them improves both conductivity and coating quality.
3. Rinsing
Thorough rinsing removes chemical residues from the previous step, prepping the surface for treatment.
4. Alkaline Treatment
The part is dipped in a 37.5% sodium hydroxide solution for up to 3 minutes. This etches the surface slightly, removing impurities and roughening it for better bonding.
5. Rinsing Again
Another rinse clears any leftover caustic material.
6. Acid Neutralization
A 10% nitric acid bath clears residues from the alkaline step, helping prepare the surface evenly for anodizing.
7. Anodizing
This is the core step. The part is submerged in a sulfuric electrolyte solution while connected to a power supply. The aluminum acts as the anode. Controlled voltage (12–20V) and temperature (12–25°C) drive the reaction, forming the durable anodic oxide layer.
This layer is the foundation of both protection and aesthetic appeal. The process generally runs for 30–40 minutes and aligns with MIL-A-8625 specifications.
8. Rinsing Once More
This rinse clears any leftover acid or particles.
9. Coloring
Here’s where things get creative. The anodized film can be dyed in different colors using either organic or inorganic dyes. This not only enhances aesthetic appeal but also helps with product differentiation and branding.
10. Sealing
The final step involves sealing the porous anodized layer. A hot water bath (90–100°C) closes the pores, locks in the color, and boosts durability. It’s what makes the finish last—even in harsh conditions.
Whether you’re working with decorative panels or high-performance CNC-machined parts, this process ensures a finish that’s tough, protective, and visually impressive.
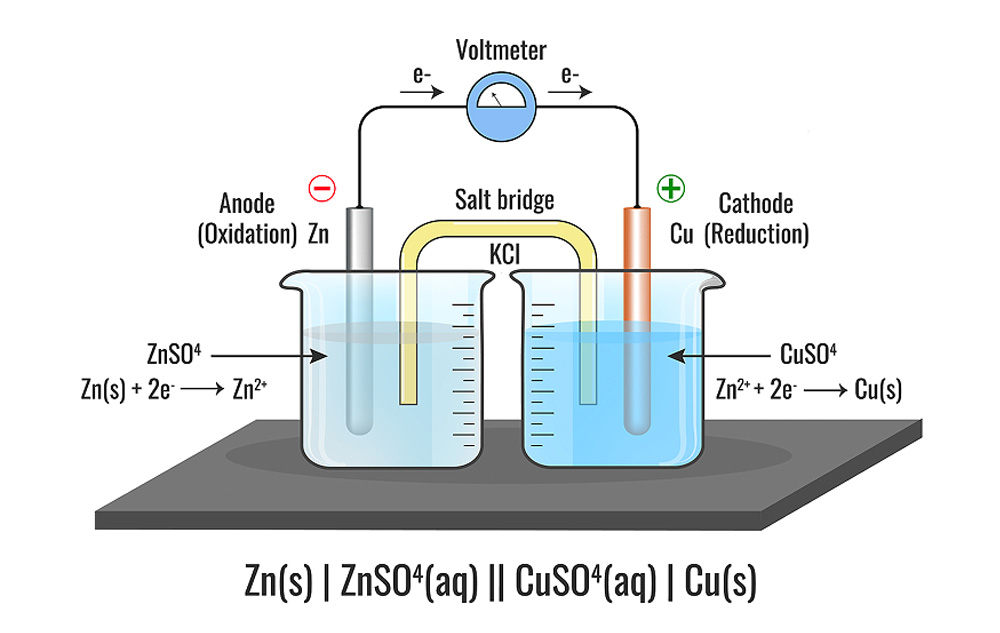
The working principle of aluminum anodizing
The core of aluminum anodizing lies in transforming the metal’s surface through a controlled oxidation process. When aluminum is placed in an anodizing tank and exposed to a direct current, it becomes the anode in an electrochemical process. This causes a thin but porous oxide layer to form on the surface.
That porous structure is what makes the anodized finish so versatile. It can absorb dyes—both organic and inorganic—through chemical bonding methods like covalent or hydrogen bonds. These interactions create stable, colored complexes that result in vivid, fade-resistant finishes.
One of the major benefits of anodizing is that the color doesn’t just sit on top of the metal—it becomes part of the surface. This means the result isn’t only visually striking but also highly durable, corrosion-resistant, and suitable for everything from decorative products to industrial components.
Sealing Principle in Anodizing
Sealing Principle in Anodizing
Sealing is one of the final step-by-step stages in the anodizing process, and it’s essential for locking in the durability and appearance of the finish. After anodizing, the surface of aluminum has microscopic pores. If left open, these pores can absorb impurities from the environment or allow moisture to penetrate, reducing the effectiveness of the protective layer.
The sealing process works by dissolving certain oxides and hydroxides, which then redeposit inside the pores—or by adding specific sealing agents. This closes the surface and transforms it into a smooth, non-porous barrier. In some cases, the sealing bath may also infuse additives that enhance corrosion resistance or prepare the part for additional treatments like powder coating.
Without proper sealing, even the most carefully anodized aluminum could lose its luster, absorb contaminants, or fail under stress. That’s why this step is so critical to ensuring long-term performance and aesthetic quality.
Chemical Reaction
The sealing process can be represented by the following chemical reaction:
Al₂O₃ + H₂O → Al₂O₃‧H₂O
This reaction results in the formation of hydrated aluminum oxide, which contributes to the sealing of the pores.
Key Effects of Sealing
Elimination of Adsorption:
After sealing, the oxide coating loses its porous structure, becoming non-adsorptive and preventing the uptake of contaminants or dyes.
Enhanced Durability:
The sealed surface exhibits improved resistance to wear, abrasion, and mechanical damage.
Increased Thermal Stability:
The sealed surface oxidation can withstand higher temperatures without degradation.
Improved Insulation Properties:
The dense, sealed surface enhances electrical insulation, making it suitable for applications requiring dielectric properties.
Sealing Methods
Hot Water Sealing
The anodized part is immersed in hot water (typically near boiling temperature), causing the hydrated aluminum oxide to form and seal the pores.
Chemical Sealing
Specialized sealing solutions (e.g., nickel acetate) are used to deposit compounds within the pores, enhancing corrosion resistance and other properties.
Steam Sealing
Steam is applied to the anodized surface, promoting the formation of hydrated aluminum oxide and sealing the pores.
Types Of Anodized Aluminum
The aluminum oxidation process can be divided into Chromic Acid Anodizing, Sulfuric Acid Anodizing and Hardcoat Anodizing.
Anodized Type I: Chromic Acid Anodizing
Type of anodizing process that uses chromic acid as the conductive solution.
Specialized steps for Type I anodizing:
Pre-treatment The metal is then immersed in a chromic acid solution, which removes any residual oil or oxide layer that might interfere with the anodizing process. This step is critical for proper adhesion of the anodized layer (electroplating).
Anodizing
The metal object is then immersed in a bath of chromic acid and ionized minerals solution. An electric current is passed through the solution, causing a thin oxide film to form on the surface of the metal.
Rinse
After anodizing, the metal object is thoroughly rinsed with water to remove any excess chromic acid solution.
Anodized Type II: Sulfuric Acid Anodizing
Sulfuric acid anodizing is the most common type of anodizing process used for the mechanical Finishing part.
Specialized steps for Type II anodizing:
Anodizing: The metal object is then immersed in a bath of hydrogen sulfate ionized minerals solution. An electric current is passed through the solution, causing a thick layer of oxide film to form on the surface of the metal. The thickness of the layer can be controlled by adjusting the time and voltage of the anodizing process.
Dyeing (optional): If desired, the anodized layer can be dyed by immersing the object in a dye solution. The dye is absorbed into the porous electroplating, creating a range of colors on the surface of the metal.
Rinse: After anodizing, the metal object is thoroughly rinsed with water to remove any excess sulfur.
Coating Thickness: 2.5–30 μm.
Operating Conditions: Voltage 12–22 V, current density 260 A/dm².
Anodized Type III: Hardcoat Anodizing
Hardcoat anodizing, or hard anodizing, is a specialized anodizing process that creates a thick, dense, and extremely hard electroplating on the surface of the metal.
Specialized steps for Type III anodizing:
Anodizing: The metal object is then immersed in a bath of hydrogen sulfate solution, which is typically much colder and more concentrated than that used in Type II anodizing.
An electric current is passed through the solution, causing a thick and dense layer of oxide film to form on the surface of the metal. The thickness of the electroplating can be controlled by adjusting the time and voltage of the process.
Post-treatment: After anodizing, the metal object is typically subjected to a post-treatment process, which can include sealing, dyeing, or applying a lubricating coating to the surface of the anodized layer.
Coating Thickness: 50 – 150 μm.
Operating Conditions: Voltage 20–60 V, current density 2–5.5 A/dm².
Uses: Ideal for demanding applications such as pistons, cylinders, cylinder liners, hydraulic components, turbine parts, valves, gears, firearm components, clutches, and brake discs.
Other Electrolytes (Conductive Solution) and Their Applications
Phosphoric Acid Anodizing Electrolyte:
Application: Primarily used in electroplating to create a highly porous surface, enhancing coating adhesion.
Boric Acid Anodizing Electrolyte:
Application: Mainly utilized in the production of capacitors.
Oxalic Acid Anodizing Electrolyte:
Application: Produces a yellow oxide coating that is harder than those formed in traditional SA baths.
Application: Yields bronze, gold, gray, and black anodized coatings. These coatings are denser and harder compared to those produced by traditional SA baths.
Common Applications For Anodizing
One of the key advantages of anodizing is the ability to apply a wide range of colors to aluminum parts. After anodizing, the aluminum surface becomes porous, allowing it to absorb dyes. This step enables manufacturers to produce colored aluminum products that are both functional and visually appealing.
Aerospace
Anodizing can improve the usage resistance and thermal stability of the material, making it well-suited for use in aircraft components such as wing skins, fuselage frames, and landing gear.
Automotive
This process can provide a decorative and durable finish that resists scratches, dents and corrosion, while also improving the overall look and value of the vehicle. It is c ommonly used in engine parts, wheels and trim parts.
Architecture
Anodizing can provide a long-lasting and low-maintenance finish that is resistant to weathering, UV radiation, and corrosion while also offering a wide range of color and texture options. It is commonly used in architectural applications such as building facades, window frames, and roofing systems.
Electronics
Anodized coating can provide a thin and lightweight layer of protection that is resistant to scratches, wear, and corrosion, while also enhancing the appearance and tactile feel of the device.
It is used in many electronic devices, including smartphones, tablets, and laptops, as a protective and decorative coating for metal housings and components.
Sporting Goods
Due to its lightweight, durable, and corrosion-resistant properties. Anodized surface finishes is used in many sporting goods applications, including bicycles, fishing reels, and firearms.
How the Coloring Anodized Aluminum Process Works
Anodizing aluminum allows for a wide range of coloring techniques, each with distinct characteristics:
Dyeing: After anodizing, aluminum is submerged in a dye bath, where the porous oxide layer absorbs the color. This method offers vibrant hues, with black, red, blue, and green being common choices.
Dip Coloring: Parts are dipped in chemical solutions after anodizing. This process often adds a metallic sheen to the natural aluminum.
Interference Coloring: This method manipulates light interference within the oxide layer to produce colors like gold, bronze, or green, without the need for dyes.
Electrolytic Coloring: Also known as two-step coloring, this method introduces metal salts into the oxide pores via an electric current, allowing for colors such as bronze, black, or stainless-steel-like finishes. This results in durable, UV-resistant colors often used in architectural applications.
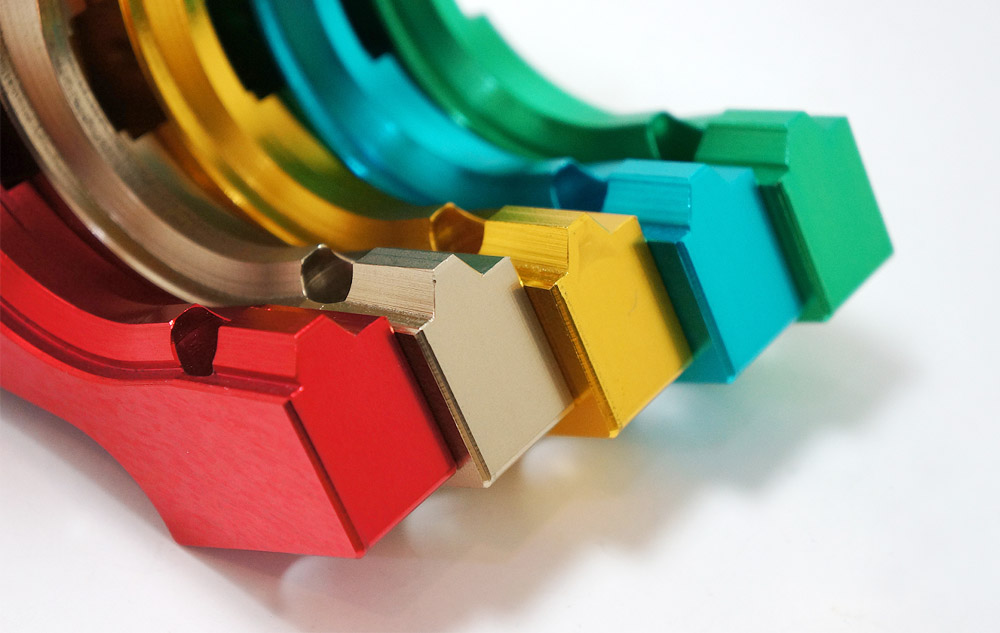
Common Colors for Anodized Aluminum
Anodized aluminum comes in a variety of colors, including:
Black: Frequently used in consumer electronics, automotive trim, and architectural components for its sleek, modern appearance.
Silver: A natural metallic finish, widely used in architectural elements.
Gold: Popular in high-end products and decorative finishes, offering a luxurious aesthetic.
Red, Blue, Green, Purple: Often used in sporting equipment, machinery, and branding elements for their bold, energetic appeal.
Other colors like bronze, champagne, and custom shades can also be achieved depending on the dye used and the application. These finishes offer excellent resistance to fading, ensuring a long-lasting and vibrant appearance across a wide range of industries.
The versatility in color selection allows manufacturers and designers to balance durability with the desired aesthetic for products. Whether aiming for a subtle, metallic look or vibrant, eye-catching hues, anodizing offers the flexibility to meet various design specifications.
What Materials Can Be Anodized?
Aluminum and its alloys are the most anodized metals due to their high strength-to-weight ratio, good corrosion resistance, and ability to form a dense and stable oxide layer during anodizing. Some common aluminum alloys that are anodized include 6061, 6063, and 7075.
Magnesium can also be anodized, but the process can be more challenging due to the reactivity of the metal and the potential for the formation of an unstable layer. Titanium is another metal that can be anodized, but the process is typically more complex and expensive than anodizing aluminum due to the properties of the metal.
In general, the ability to anodize a metal depends on its ability to form a stable surface oxidation layer during the process. Other factors that can affect the analyzability of a metal include its composition, surface finish, and any pre-existing surface treatments or coatings.
Can You Change the Color of Anodize Aluminum?
Once aluminum oxide layer has been colored and sealed, changing its color becomes difficult. The anodizing process creates a porous oxide layer that absorbs dye during production, and the pores are sealed to lock in the color. To alter the color of anodized aluminum, the original layer must be stripped, and the part must be reanodized and recolored. However, this can degrade the aluminum surface and may affect the structural integrity, especially if repeated multiple times.
Therefore, changing the color of anodized oxide layer is not a simple process and requires careful consideration of the part’s use and durability requirements. It’s always best to plan the desired color from the outset to avoid complications.
Advantages of Anodizing aluminum parts
Anodizing aluminum parts offers several advantages, making it a popular choice for various applications.
1. Enhanced Corrosion Resistance
The primary benefit of anodizing is the added corrosion resistance it provides. The oxide layer formed during anodizing acts as a protective barrier that prevents moisture and other corrosive elements from reaching the aluminum beneath. This makes anodized aluminum ideal for outdoor applications or products that are exposed to harsh environments.
2. Wear Resistance
Anodizing increases the hardness of the aluminum surface, making it more resistant to abrasion and wear. This is particularly important for industrial parts, moving components, or products that are subjected to frequent handling or environmental stress.
3. Aesthetic Versatility
Anodizing provides manufacturers with the flexibility to add color and texture to aluminum surfaces. This makes anodized aluminum suitable for both functional and decorative applications. Whether you need a sleek, modern look for consumer electronics or a tough, durable finish for outdoor architecture, anodizing offers the right solution.
4. Low Maintenance
Anodized aluminum is incredibly easy to clean and maintain. The hard oxide layer resists dirt, fingerprints, and stains, reducing the need for frequent cleaning or repairs. This leads to lower maintenance costs and improved product longevity.
5. Environmentally Friendly
Anodizing is a relatively eco-friendly process, as it does not involve harmful chemicals or VOCs (volatile organic compounds). The finished product is also 100% recyclable, making anodized aluminum a sustainable option for manufacturers looking to reduce their environmental impact.
What is the Difference Between Anodizing And Electroplating?
Electroplating and anodizing are both surface treatment processes used to improve the properties of metals.
Process
Electroplating is a process that involves applying a thin layer of metal to a metal object by electrochemical deposition, while anodizing is a process that involves creating a thick and porous layer of oxide on the surface of a metal object by electrochemical oxidation.
Materials
Electroplating can be used on a wide range of metals, including gold, silver, copper, nickel, and zinc, while anodizing is typically used on aluminum and its alloys.
Properties
Electroplating can improve the appearance, corrosion resistance, and abrasion durability of a metal object, while anodizing can also improve these properties. However, it can also provide additional benefits such as electrical insulation and increased lubricity.
Thickness
The thickness of the electroplated layer is typically much thinner than that of the anodized layer, which can range from a few microns to several tens of microns.
Cost
Electroplating is generally less expensive than anodizing, but the cost can vary depending on the Type of metal being plated, the thickness of the plating layer, and other factors.
Challenges in Aluminum Anodizing
While anodizing offers many advantages, there are some challenges to consider:
Surface Defects:
Anodizing amplifies any surface imperfections. If the aluminum has scratches or marks, they will become more pronounced after anodizing. Proper surface preparation is crucial.
Cost:
Anodizing can be more expensive than other finishing methods, especially for high-volume production or parts requiring hard anodizing. However, the durability and reduced maintenance costs often offset this.
Limited Repairability:
Once anodized, repairing damage to the surface can be difficult. Unlike painted or coated surfaces, an anodized finish cannot be easily touched up without reanodizing the entire part.
Conclusion
Aluminum anodizing is an essential process that offers numerous benefits for industries ranging from aerospace and automotive to consumer electronics and architecture. The process not only improves the durability and corrosion resistance of aluminum but also allows for custom finishes and vibrant colors, enhancing both function and design. While the process has its challenges, the long-term benefits of anodized aluminum—durability, low maintenance, and environmental sustainability—make it an invaluable material for modern manufacturing.
FAQs
Q: How long does anodizing last?
A: Anodized aluminum is highly durable and can last for decades with proper maintenance. Its lifespan depends on factors like the type of anodizing and environmental exposure.
Q: Is anodized aluminum scratch-resistant?
A: While anodized aluminum is more scratch-resistant than untreated aluminum, it is not completely scratch-proof. Hard anodized surfaces offer the highest level of scratch resistance.
Q: Does anodizing affect the dimensions of aluminum parts?
A: Anodizing adds a thin layer to the surface, usually ranging from 5 to 25 microns in thickness, depending on the type. This change is small but should be considered for precision components.
Share This Post
We are a CNC Machining, Injection Molding, Sheet Metal Fabrication and 3D Printing Manufacturers...