Aluminum is often used in precision manufacturing due to its great qualities. The metal is recyclable, cheap, safe, and machinable, making it excellent for CNC machining.
CNC machining Aluminum Introduction
CNC machining aluminum involves cutting and shaping aluminum alloys using computer-controlled machines. This technology creates precise, high-quality, and reliable parts for even the most demanding industries.
Making aluminum parts through CNC machining involves several steps. First, you select the right type of aluminum for your project. Next, you prepare the material. Then, perform the actual machining work, add surface treatments, and finally, check the quality of your finished pieces.
Each step is vital for getting good results, and that is why car companies, medical device, and the aerospace industries use CNC machining for aluminum parts. The process works well because aluminum is light but strong. CNC machines can also create both simple and complex shapes with exact measurements.
In this guide, we’ll cover everything you need to know about machining aluminum effectively.
Materials for Aluminum CNC Machining
Pure Aluminum vs. Aluminum Alloys
Pure aluminum offers lightweight, good electrical conductivity, and basic corrosion resistance. However, it lacks strength for most industrial applications. This is why aluminum alloys are often used in CNC machining.
These materials combine aluminum with copper, magnesium, zinc, and manganese to create metals with better mechanical properties.
Benefits of Aluminum Alloys for CNC Machining
Strength-to-weight ratio
Aluminum alloys have a high strength-to-weight ratio. These materials are strong yet surprisingly light. For example, aluminum 6061 in the T6 condition has a strength-to-weight ratio of around 1.0 kN·m/kg. This is five times better than steel’s 0.2 kN·m/kg. As a result, machined aluminum parts are ideal for applications where weight and strength matter.
Thermal conductivity
Aluminum material also moves heat quickly. The thermal conductivity of common machining alloys varies:
Aluminum 6061:
167 W/mK
Aluminum 7075:
130 W/mK
Aluminum 2024:
121 W/mK
Aluminum 5052:
138 W/mK
Aluminum 6063 :
201 W/mK
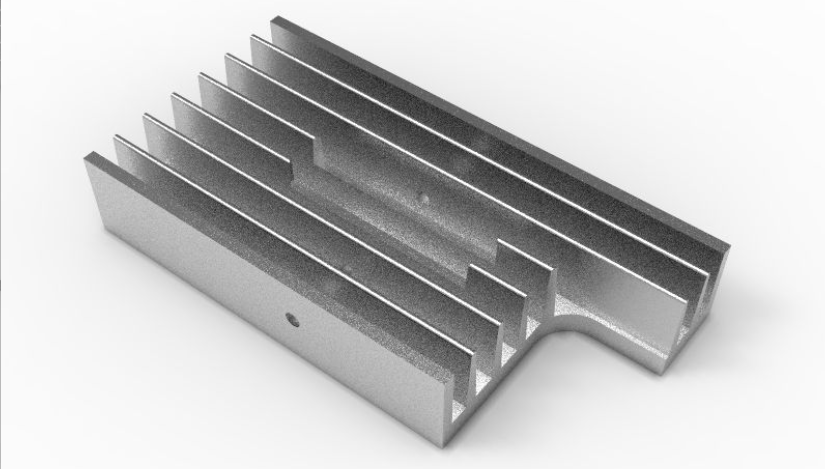
This property makes aluminum perfect for heat sinks and components that need to dissipate heat efficiently.
Corrosion resistance
Excellent corrosion resistance is another key benefit of aluminum. When exposed to air, aluminum forms a natural oxide layer that protects the metal beneath from corrosion. This protection works in many environments without additional treatments, but anodizing can make it better.
Machinability
When CNC machining aluminum, most alloys cut easily with the right cutting tools, which leads to faster feed rates and high-speed operation. This ease means shorter machining process times and lower production costs. Hence, it is vital to choose materials that get machined easily for efficient production and quality.
Weldability
The weldability of aluminum varies by alloy. Generally, alloys with higher purity and lower alloying elements weld better. Heat-treated alloys may lose some strength at weld joints, which requires planning in your design. This property matters when parts need assembly or repair through welding.
Common Aluminum Alloys for CNC Machining
6061 Aluminum
Aluminum 6061 is strong, workable, and corrosion-resistant. This heat-treated alloy contains magnesium and silicon, making it ideal for general-purpose parts. Its good surface finish makes it ideal for visible components.
7075 Aluminum
Aluminum 7075 is often used when strength is important. It has a high tensile strength (about 83,000 psi in the T6 condition) since zinc is its main alloying element. Aerospace and defense industries use this alloy for high-stress components. However, it is expensive and slightly more challenging to machine.
2024 Aluminum
2024 alloy contains copper for improved strength and reduced ductility. It’s used in aircraft structures and aerospace applications where fatigue resistance matters. This alloy doesn’t offer the same corrosion resistance as others. Plus, it often requires protective coatings.
5052 Aluminum
5052 aluminum is perfect for applications that need better formability and marine-grade corrosion resistance. This non-heat-treatable alloy contains magnesium, making it resistant to saltwater environments. It’s often used in marine equipment, electronics enclosures, and food processing equipment.
6063 Aluminum
6063 is used in architectural and decorative applications due to its formability and polish. It has moderate strength and a good surface finish. This alloy is also suitable for aesthetic visible components since it anodizes effectively.
Selecting the Right Aluminum Alloy
It’s essential to weigh these factors before choosing the best alloy:
For most general-purpose applications, aluminum 6061 offers the best value. For higher strength requirements, aluminum 7075 is best. If corrosion is the primary concern, 5052 might be ideal. Projects that require complex shapes with thin walls perform better with 6063.
Material Pretreatment Processes
Good preparation makes all the difference when machining aluminum. Even the best CNC machining services can’t make accurate parts without pretreatment.
This step directly affects precision, finish quality, and part performance. So, let’s look at the pretreatment processes that machinists use before the first end mill touches the metal.
Deburring and Oiling
Raw aluminum typically has minor imperfections and sharp edges that need removal. Machinists use simple deburring tools to smooth these areas before machining begins. They then apply a light coat of oil to:
Reduce friction
Prevent corrosion
Help maintain tight tolerances
Act as an initial coolant
Prevent interference with subsequent processing and coating processes
Heat Treatment
Heat treatment is a method of changing the structure and properties of materials by heating and cooling them. For CNC aluminum machining, the common heat treatment methods include aging treatment and quenching treatment.
Aging treatment can improve the strength and hardness of aluminum. Quenching treatment can improve the corrosion resistance of aluminum material.
Aging treatment
Aging strengthens aluminum by holding it at specific temperatures. This forms tiny precipitates in the metal’s structure to make it stronger. Many automotive parts need this treatment for reliable performance.
Quenching treatment
Quenching rapidly cools heated aluminum in water, oil, or air. This locks in alloying elements and prepares the metal for consistent behavior during CNC milling.
Pre-Welding treatment
If the parts need welding, the welding area needs pretreatment to increase the quality and reliability of the welded joints. This pretreatment will:
Remove the oxide layer
Clean off oils and dirt
Apply proper fluxes
Surface Treatment
Aluminum alloy components usually need surface treatment to improve corrosion resistance, wear resistance, and aesthetic properties. Common surface treatment methods include anodic oxidation, electroplating, spraying, etc.
CNC Machining Process for Aluminum
Selecting a CNC Machine for Aluminum Parts
Picking the right machine can affect the quality of aluminum parts. Various machine types offer different advantages when cutting aluminum.
Vertical machining centers
Vertical machining centers position the spindle above the table and work well for most aluminum machining tasks. They’re easier to load and provide good visibility during operation.
Horizontal machining centers
Horizontal centers place the spindle parallel to the floor and let chips fall away from the workpiece. This setup is ideal for complex aluminum parts that need machining from multiple sides.
Gantry machining centers
Gantry systems use a bridge structure with the cutting head moving across it. These machines handle large aluminum sheets and panels used in the automotive and aerospace industries.
High-Speed machining centers
High-speed centers are designed for materials like aluminum. These machines remove material quickly and leave an excellent surface finish. They’re often used for complex aluminum components that previously required EDM.
Tool Selection
Selecting the right tool can improve machining efficiency and quality. Aluminum alloy machining tools commonly used include:
End milling cutters
Standard end mills are perfect for aluminum machining. Look for tools with 2-3 flutes and polished surfaces to prevent chip welding for best results.
Ball end milling cutters
Ball-end tools create smooth, contoured surfaces in aluminum parts. These tools are ideal for 3D profiles and flow passages.
T-Cutters
T-cutters create undercut features and T-slots efficiently. They save significant time compared to using multiple tools for these features.
Cutting Parameters for Aluminum
Proper cutting parameters for aluminum alloy materials maximize tool life and surface finish quality. CNC machining aluminum requires specific parameters that include:
Rotation speed
Aluminum can withstand high cutting speeds. Most machinists run between 500-1000 SFM (surface feet per minute) for general machining. Higher speeds generally produce better finishes when using proper coolant.
Feed speed
Aluminum feed rates can be aggressive compared to steel. Feed rates begin at 0.02 – 0.03 mm/rev for smaller cutters and 0.05 mm/rev for bigger cutters.
Cutting depth
The depth of cut depends on the operation and tool rigidity. For roughing with solid tools, depths up to 1× tool diameter are common. Finishing passes usually use 5-10% of the tool diameter for best surface quality.
Coolant
Coolant plays a crucial role in aluminum machining. Flood cooling works well for most operations. But high-pressure coolant helps with deeper pockets and holes. Minimum quantity lubrication (MQL) systems are also an option that prevents chip welding issues.
Clamping Techniques for Aluminum Parts
Proper clamping prevents distortion of aluminum parts during machining. Common clamping methods include:
Mechanical clamping
This works well when properly adjusted. However, clamping pressure must flow evenly to prevent marring the softer aluminum surface. Many industries use aluminum or plastic jaw caps on vises to protect workpiece surfaces.
Vacuum Adsorption
Vacuum systems hold flat stock securely without mechanical pressure. This is ideal for thin aluminum sheets and plate stock that might distort under mechanical clamping. The consistent holding force across the entire surface stays flat during machining.
When doing aluminum CNC machining, focus on safety and maintenance. Replace worn tools and fixtures on time. Also, maintain the processing equipment regularly. This will help ensure quality and improve production efficiency.
Surface Finishing
After CNC machiningaluminum parts, some surface treatments can enhance appearance and durability. These finishing options transform plain machined surfaces into components ready for specific applications. These surface treatment methods include:
Anodic Oxidation (Anodizing)
Anodizing creates a controlled oxide layer on aluminum through an electrochemical process. Parts serve as the anode in an acid bath, with oxygen released at the surface forming a durable oxide layer. This treatment penetrates the surface rather than just coating it.
The resulting finish after anodizing includes corrosion resistance, hardness, and electrical insulation. Anodized surfaces resist scratching and provide a long-lasting appearance. This makes them ideal for consumer products, architectural components, and prototypes that need durability and visual appeal.
Anodizing also leaves various colors through dye absorption. The porous oxide layer accepts dyes before sealing, creating vibrant, fade-resistant finishes. Some of the most common color choices for machined aluminum parts include black, clear, blue, and red.
After anodizing, there will be some holes and tiny cracks on the surface of the aluminum parts. These tiny defects will affect the sealing performance of aluminum parts. So that means a sealing treatment is required on the oxide film. Hot water or Teflon sealng methods prevent color leaching and improve corrosion resistance.
Hardening Treatments
Surface hardening for aluminum typically uses specialized chemical processes rather than heat treatment. Hard anodizing creates thicker, more wear-resistant layers ideal for components subject to friction. These treatments benefit sliding surfaces, valve bodies, and parts with threaded connections.
Paint Coating
Before painting, aluminum requires cleaning, etching, and often a conversion coating. These steps ensure paint adhesion to the naturally oxide-forming surface. Skipping preparation leads to peeling and poor durability.
To coat with paint, spraying remains most common for aluminum components. Powder coating is more durable than liquid paints when heat-sensitive components aren’t used.
Electroplating
While challenging due to aluminum’s oxide layer, proper preparation is needed for plating. Zincating (applying a zinc layer) typically precedes other plating metals. Electroplated finishes can add conductivity, solderability, or decorative qualities to aluminum components.
Common types of plating
Nickel, chrome, and copper plating are most frequently applied to aluminum. Each has different benefits. Nickel is ideal for wear resistance, and chrome for appearance. Copper is also perfect for electrical conductivity.
Sand Blasting
Sandblasting removes the oxidation layer, dirt, and blemishes on the surface of parts. This is done through spraying sand particles at high speed.
Beyond cleaning, sandblasting creates consistent matte textures that hide minor surface imperfections. This uniform appearance works well for architectural components where visual consistency matters.
These finishing options improve the versatility of aluminum components. This is often after the basic manufacturing process is complete.
The process of sandblasting aluminium parts is as follows:
Check the surface of the parts for bumps and other defects.
In the sandblasting room, place the parts fixed. Also, watch the distance between them and other parts to avoid mutual interference.
Adjust the nozzle of the sandblasting machine to the right position. Next, start spraying sand. Select the type and size of sand according to the material and requirements of aluminium parts.
After sandblasting, the aluminium parts are cleaned. Cleaning is done with compressed air to remove any remaining sand and dirt.
Quality Inspection Methods
After CNC machiningaluminum parts, quality checks confirm they meet all requirements. These inspections cover how parts look, their exact sizes, strength, and material properties.
Without thorough testing, defects might go unnoticed until parts fail in use. These inspection methods.
Appearance Inspection
Visual inspection identifies scratches, dents, bubbles, cracks, and burrs on aluminum surfaces. This step confirms that the shape and finish quality match the specifications. Parts from CNC turning operations must also be examined at tool transition points.
Size detection
Measuring tools (such as a micrometer, vernier caliper, height gauge, etc.) are used to detect the size of parts. The result is used to analyze the design drawings to determine whether the size is up to standard.
Material Testing Procedures
Chemical analysis confirms the exact composition of the aluminum alloy to determine if it meets the requirements.
Mechanical Property Testing
Tensile testing measures the load-bearing capability of aluminum parts. This testing is particularly important for structural components made from extrusion stock.
Hardness measurements, on the other hand, show material condition and processing quality. Consistent readings across the part confirm uniform material properties.
Impact tests assess how aluminum parts withstand sudden forces. This property matters for components subject to dynamic loading.
Packaging Inspection
Packaging inspection ensures parts remain protected during transport. Proper packaging prevents surface damage and contamination before customer delivery.
Cost of Aluminum CNC Machining
The final cost depends on factors that can be managed for better value.
Material
Aluminum costs less than many other metals like steel or titanium. Different aluminum alloys have different prices – 6061 and 7075 are common but vary in cost. Material waste matters, too. Complex parts can leave up to 90% of the original block as scrap. Setting up smart cutting paths on a milling machine reduces waste and saves money.
Machining Time and Complexity
Machine time directly affects price. Simple flat parts cost less than complex shapes with multiple features. Deep pockets, thin walls, and tight tolerances increase machining time.
Parts that need 5-axis machining cost more than those made on 3-axis machines. Tool changes also add time, especially when parts need roughing and finishing with different carbide cutters.
Surface Treatment
Finishing adds to the base cost. Simple deburring costs little, while anodizing or powder coating makes it more expensive. For small parts, finishing can sometimes cost more than the machining itself.
Volume Production
Making more of the same part lowers the cost per piece. The first part is expensive because of the setup time, but additional parts cost much less. This makes larger orders more cost-effective. For runs over 100 pieces, special fixtures that hold multiple parts can reduce costs.
Ways to Optimize Cost
Design choices can also affect cost. Adding slight angles to deep cuts allows faster machining. Using standard tool sizes avoids special tooling costs. A CNC router can do simple cuts before more complex machining starts.
Ordering standard-thickness materials avoids custom milling fees. Sometimes, combining several small parts into one larger assembly reduces overall cost.
FAQs
Q: What is a CNC Machine?
A:CNC machine tool is a kind of automatic processing equipment to control machine tool through a computer numerical control (CNC) system. It can automatically carry out machining operations such as cutting, drilling, grinding and milling according to pre-input programs and instructions, with high precision, high efficiency and good repeatability.
Q: What are the applications of CNC machines?
A:CNC machine tools can be widely used to process various materials, including metal, plastic, wood, ceramics, etc., for manufacturing multiple parts, workpieces, molds, etc.
Q: Aluminum Vs Steel, What’s the difference?
A: Aluminium is lighter than steel but has low strength and good corrosion resistance. It is suitable for applications with high lightweight and corrosion resistance requirements. Steel, heavier than aluminum but stronger, is ideal for applications requiring high strength and abrasion resistance. Learn More