Have you ever attempted to set a wobbly table on a perfectly flat floor? It has to be the worst, right? That irritating back-and-forth rocking motion is like a perfect, real-world example of something not being flat.
In the business of engineering and making things, that kind of wobble can pose a serious issue.
Here is where a neat little tool from a system called geometric dimensioning and tolerancing, or GD&T, comes into play. It is called flatness. It is a remarkably easy yet incredibly powerful way to confirm that a surface is truly flat.
Let’s peel back the curtain on flatness in GD&T! We are going to cover the flatness symbol, the tolerance zone, the use and how it works.
What is Flatness in GD&T?
Flatness is a geometric tolerance that controls surface form. It is one of the core types of form control. Its only job is to make sure a single planar surface is as close to perfectly flat as it needs to be.
The biggest takeaway for flatness is that flatness is a loner. It doesn’t need a reference datum, and it does not care about any other surface on the part. It is a separate, standalone flatness requirement for one specified surface.
To think about it another way, the flatness control controls the waviness or variation of a surface – it means that every single point on the entire surface is contained in a very specific boundary.
This control is much more detailed and refined than simply using size and specifying a dimension. It would tell you how thick a plate is, but nothing about whether the surfaces of that plate are indeed flat or not.
Flatness Symbol
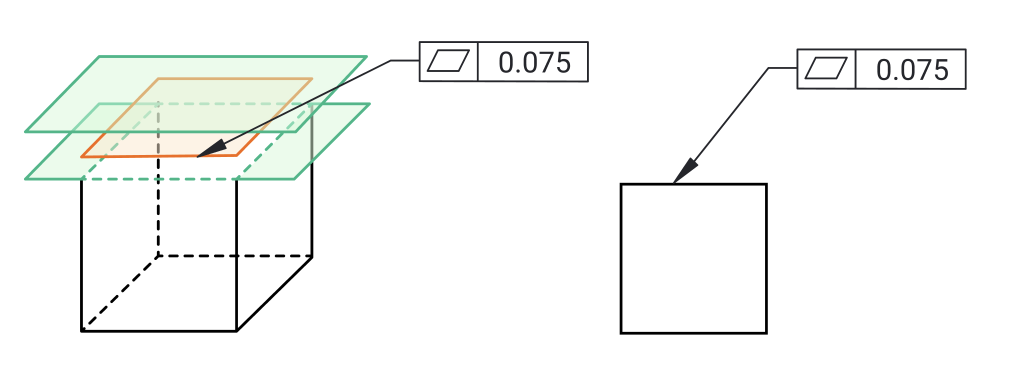
As with all GD&T tolerances, flatness has a unique GD&T symbol. The flatness symbol is a parallelogram, or “fat” square. The flatness symbol can’t be used alone, so it will always be in a rectangle, called a feature control frame. The feature control frame is the “control center” for the tolerance.
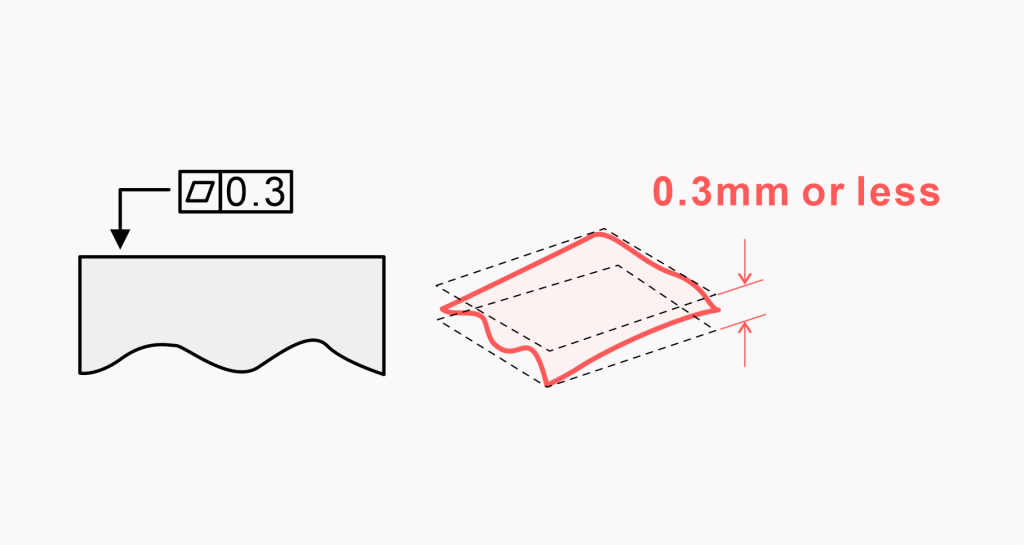
A flatness callout in the feature control frame is typically constructed of two rectangles. The first rectangle has the flatness symbol (▱), and the second rectangle has the flatness tolerance value.
Therefore, when a drawing has ▱ | 0.05, it means the tolerance limit (i.e. the amount of flatness) is +/- 0.05 units (whatever the measurement standard is, could be millimetres or inches). This number represents the total allowed flatness deviation in the entire form of that surface.
Flatness Tolerance Zone
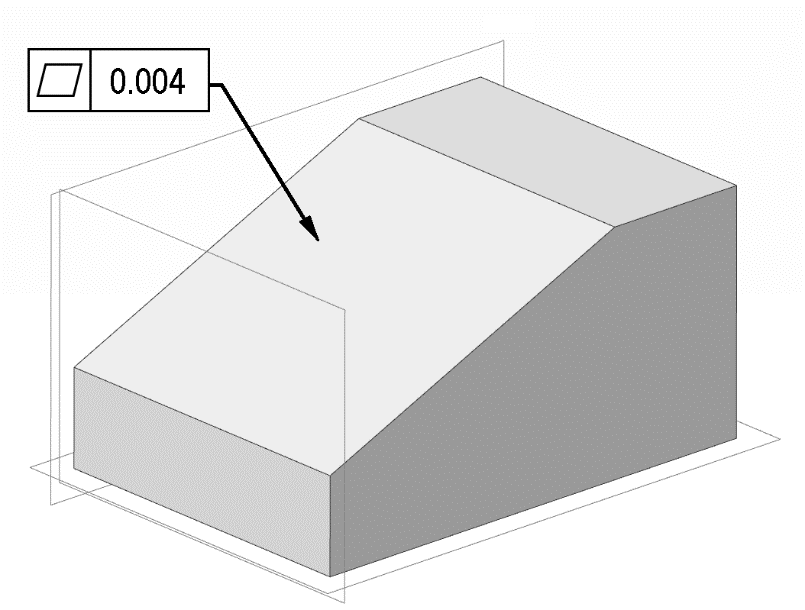
This area of flatness is perhaps the most important area to understand about GD&T flatness. First, flatness not only imposes a maximum limit of bumps, but it also establishes a value for a three-dimensional area called a flatness tolerance zone.
The flatness tolerance zone is a visual concept that can be related to seeing two perfectly flat, short parallel planes which are separated by an infinitely small distance, that is, the flatness tolerance shown in the feature control frame.
The only rule of flatness control is this: every point on the actual flat physical surface of the part must lie in this imaginary sandwich of two planes above and below the flat surface, the highest point on the flat surface can not poke through the upper plane, and the lowest point can not puncture through the lower plane. The flatness tolerance zone is what gives flatness its control.
How to Measure Flatness in GD&T?
So we have a rule, we have a flatness requirement, but how do we verify it in reality? Measuring flatness is not as easy as pulling out a ruler, and for some situations, it requires specific measuring methods and tools to determine the surface form.
Measuring flatness can involve loads of different sorts of looking at measuring flatness quality control, from simple hand tools and measuring devices to a highly sophisticated, statistical process control (SPC) machine that specifically measures flatness.
Let’s take a look at a few common types of quality controls and flatness measurement to consider whether a flatness measurement is acceptable for a part.
Surface Plate and Dial Indicator
This is the classic, most traditional way of measuring flatness, and it is probably the most common. It all starts with a large, heavy piece with a flat surface (typically granite) that is a surface plate. Because it is flat, we can assume it is flat when we set the flat part down on the surface plate.
When you have a dial indicator, which is a highly sensitive measuring device, you would move the dial indicator across the whole flat surface of the part.
The total movement (total indicator movement or maximum deviation), which is the amount that the dial needle moved, is the measured flatness. If the measured flatness is less than the flatness tolerance value on the drawing, then that is a flat part.
Using a Height Gauge and Surface Plate
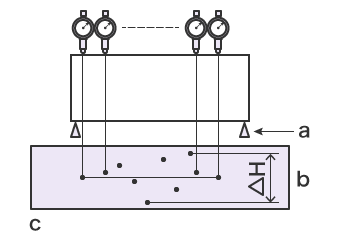
This method is almost the same as using a dial indicator. You still need your trusty surface plate to use as a guide. But this time, you use a height gauge.
There are two ways to measure the part: you can either put it on three posts and move the height gauge over it, or you can put it directly on the surface plate and move it under a fixed indicator. The goal is still the same: to find the total difference in height across the whole surface. It’s another good way to find out how flat the part is by looking at a number.
Using a CMM (Coordinate Measuring Machine)
This is the new, high-tech way to do things. Coordinate measuring machines, or CMMs, are great tools that use the best digital methods. A CMM has a very sensitive probe that lightly touches the flat surface in hundreds or even thousands of different places. This makes a point cloud, which is a digital map of the surface.
The CMM’s powerful software does all the hard work with these measured points. It can make virtual planes to test the tolerance. It uses smart algorithms like the minimum zone method to find the two parallel planes that are closest together and can hold the whole point cloud. This is the best way to get the most accurate flatness measurement. Today, it’s the best way to check for flatness.
Laser Interferometry
Laser interferometry is the best way to get the most accurate results. This method is used in optics and for high-precision machine parts, where the tolerance is very tight. It uses the unique properties of laser light to find very small changes in the height of a surface, sometimes as small as a nanometre. You wouldn’t use it for every part, but it’s the best tool for making a perfectly flat surface.
Flatness vs Other Characteristics
GD&T is a whole language, and it’s easy to get the controls mixed up. Flatness is a type of control, but how is it different from other types of controls, like straightness or parallelism? To read drawings correctly and use the right engineering tolerances, you need to know these differences. Let’s look at some of GD&T flatness’s close relatives to see what makes it different.
Flatness vs straightness
A lot of people get this wrong. When you think about straightness and flatness, it’s easiest to think about them in terms of size. Straightness only applies to one line in two dimensions. Flatness, on the other hand, is a 3D control that applies to a whole surface. You might have a surface with perfectly straight lines going in every direction, but if those lines are twisted with respect to each other, like a propeller, the surface isn’t flat. That twist is controlled by flatness.
Flatness vs parallelism
This is another important difference. The need for a datum is the big hint. An orientation control called parallelism needs a reference datum. It tells how parallel one surface is to that datum. We know that flatness is a form of control and doesn’t need anything else to work. It doesn’t care about any other surface. So, a part can be perfectly flat but at a crazy angle. As long as it meets its flatness tolerance, it’s a good part.
Flatness vs surface finish
This is a scale comparison. Surface finish, or roughness, is the texture of a surface, or the tiny, microscopic peaks and valleys on it. It’s like the feel of sandpaper. Flatness, on the other hand, looks at the much bigger, wavier error that affects the whole shape of the surface. A surface can be very smooth, like glass, but it can also be wavy and not flat. On the other hand, a surface can be very flat overall but have a rough finish, like a road.
Flatness vs regular tolerancing
Why not just put a simple thickness tolerance on a drawing? A normal size tolerance on a size dimension (like 10mm ±0.1mm) only tells you how far apart two surfaces are. It doesn’t really say anything about the shape of those surfaces.
Both surfaces could be bent like a banana, but as long as the part is thick enough, it will pass. By using flatness, you can control the shape of the surface separately and independently. This is very important when you need to keep an eye on tolerance stacks and make sure that parts fit together correctly.
Benefits of Using Flatness Tolerance
So why go through all this trouble? What is the point of using a special flatness control? In the real world, applying flatness has some really big benefits. This geometric tolerance is very important in modern engineering and quality control. It helps make sure that parts fit together correctly and that manufacturing runs more smoothly. Let’s look at some of the main benefits.
1. Ensures proper mating of surfaces
This is the most important reason to use flatness. When two surfaces that fit together need to make a seal, like with a gasket, or a stable base, they have to be perfectly flat.
If they aren’t, you’ll have leaks, wobbles, and uneven pressure. A requirement for flatness ensures that the surfaces make full, stable contact, which is crucial for the function of many assemblies.
2. Used in applying flatness to sheet metal parts
It’s well known that sheet metal is hard to keep perfectly flat, especially over large areas. It tends to bend and get wavy. It would be very expensive, if not impossible, to make a huge piece of sheet metal perfectly flat all over.
Because of this, designers often use a per-unit flatness callout. For instance, they could say that the flatness should be 0.1 mm for every 25×25 mm area. This keeps the local waviness in check without making the overall flatness too high.
3. Improves the quality and consistency of the product
A specific flatness tolerance makes a drawing less confusing. It tells the maker exactly what they need to do. This ensures that parts are more consistent from one batch to the next.
This level of consistency is the foundation of modern quality control. It means that every piece that comes off the line will fit and work exactly as the designer planned. This is important for automated assembly and making products that work well.
Conclusion
So, there you have it. Flatness GD&T may look like a small part of a busy drawing, but it is a very important and powerful form control. It uses the simple flatness symbol inside a feature control frame to make two parallel planes that clearly show the tolerance zone.
You can measure it with simple tools, such as a dial indicator on a surface plate, but modern coordinate measuring machines provide the most accurate results.
Flatness is the most important aspect because it doesn’t require a reference point, allowing designers to control the shape of a surface. It is a key tool for ensuring that parts fit, seal, and function correctly, making it a true cornerstone of quality engineering.