Injection mold design is a complex process that should not be taken lightly. There are many things to pay attention to, and if you neglect any of them, your final product may not be as good as it could be. In this blog post, we will discuss 16 problems that you should watch out for during the injection molding process. By being aware of these issues, you can take steps to avoid them and produce a high-quality product.
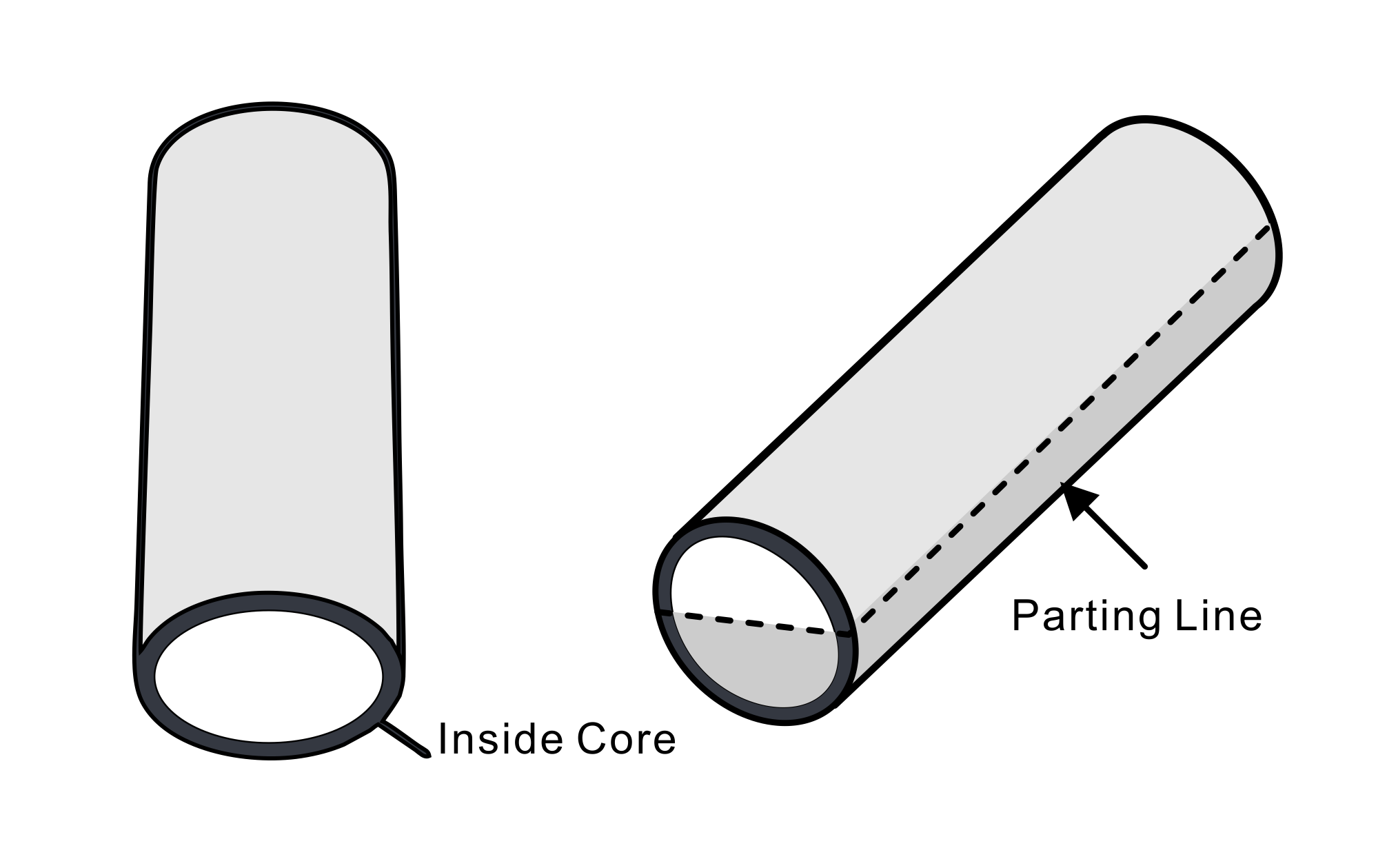
Mold opening direction & Parting line
At the beginning of the design of each injection molding product, the mold opening direction and parting line should be determined to ensure that as much as possible to reduce the core-pulling slider mechanism and eliminate the influence of the parting line on the appearance.
The mold opening direction is determined, the stiffeners, buckles, convex and other structures of the product are designed to be consistent with the mold opening direction as far as possible, to avoid core pulling and reduce the stitching line and prolong the life of the mold.
The mold opening direction is determined, and the proper parting line can be selected to avoid the reverse buckle in the mold opening direction, to improve the appearance and performance.
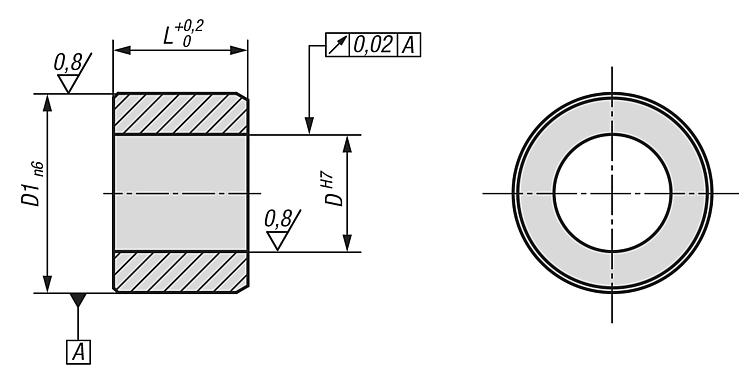
Geometric Shape Accuracy
The geometric shape of the product should be as accurate as possible to ensure that the product has a good appearance, high strength, and no leakage when it is used. To achieve this, the requirements of precision can not be ignored in the design process. The size of geometric shapes such as chamfers, round corners, grooves, and slots should be designed by the requirements of precision machining.
Wall Thickness
In order to ensure that the product has good performance and appearance, a reasonable wall thickness should be selected. The wall thickness should be uniform and not too thin or thick. Too thin walls can cause warping due to uneven cooling, and too thick walls can lead to difficulty in molding.
All kinds of plastics have a certain wall thickness range, generally 0.5 ~ 4mm, when the wall thickness exceeds 4mm, it will cause too long cooling time, shrinkage, and other problems, should consider changing the product structure.
Reinforcing Rib
The reasonable application of reinforcing bars can increase the rigidity of products and reduce deformation. The thickness of reinforcement must be ≤(0.5 ~ 0.7)T product wall thickness, otherwise, cause surface shrinkage.
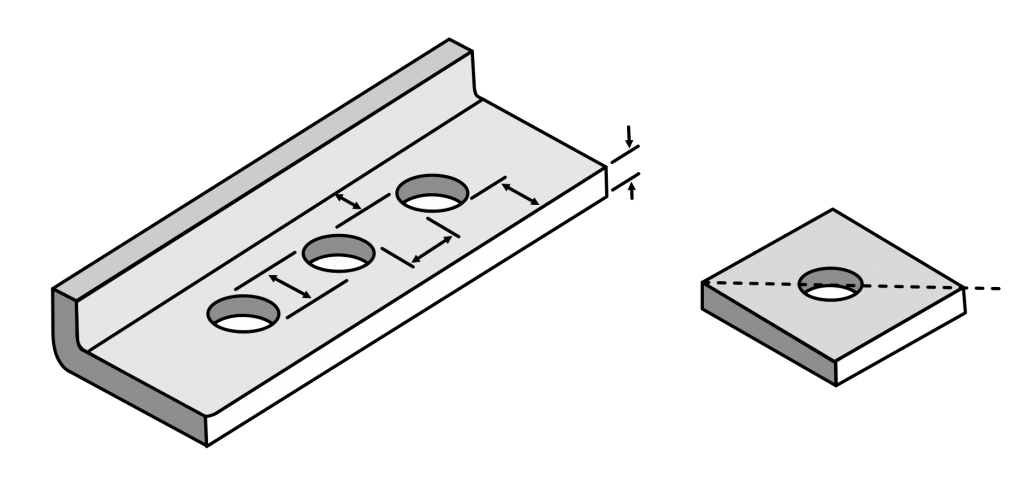
Hole Design
The shape of the hole should be as simple as possible, generally rounded. The axial direction of the hole is consistent with the direction of the mold opening, which can avoid core pulling. The distance between the hole and the edge of the product is generally greater than the aperture size.
Rounded Angle
Too small a fillet may cause product stress concentration, resulting in product cracking. Setting a reasonably rounded corner can also improve mold processing technology, such as the cavity can be directly milled with an R knife, and avoid low efficiency of electrical processing.
Different rounded angle may cause the movement of the parting line. Different rounded or clear corners should be selected according to the actual situation.
Daft Angel
Proper demoulding incline can avoid product hair (pull). The demoulding slope of the smooth surface should be ≥0.5 degrees, the surface of the fine leather grain (sand surface) should be greater than 1 degree, and the surface of the coarse leather grain should be greater than 1.5 degrees.
Proper demoulding incline can avoid product top damage, such as top white, top deformation, top break.
In the design of deep cavity structure products, the outer surface slope should be greater than the inner surface slope as far as possible, to ensure that the mold core does not deviate during injection molding, obtain uniform product wall thickness, and ensure the material strength of the product opening part.
Button Position
The buckle device is designed to be shared by multiple buckle positions at the same time, so that the overall device will not be unable to operate because of the damage of individual buckle positions, thereby increasing its service life, and then filtering and rounding to increase the strength.
The tolerance requirements of the relevant dimensions of the buckle are very strict, and too many inverted positions are easy to cause damage to the buckle; On the contrary, if the inverted position is too small, the assembly position is difficult to control or the assembly part is too loose. The solution is to reserve the easy way to change the mold to achieve.
Mold Flow Analysis
It is important to analyze the mold-filling process using a computer simulation program prior to manufacturing the injection mold. This will help identify potential problems before they become costly mistakes. The data from this simulation should then be used to modify the design of the mold and ensure a smooth process.
Cooling System
The cooling system of the injection mold is an important part of the mold design process. It must be designed to ensure that all parts of the mold are evenly cooled in order to prevent warping or other defects. The design should also take into account the type of material being used, as well as the molding cycle of the product.
Ejector System
The ejector system is responsible for forcing the finished product out of the injection mold. It must be designed such that it can easily move without damaging the product or causing other issues. The design should also take into account any shrinkage caused by cooling and the materials used.
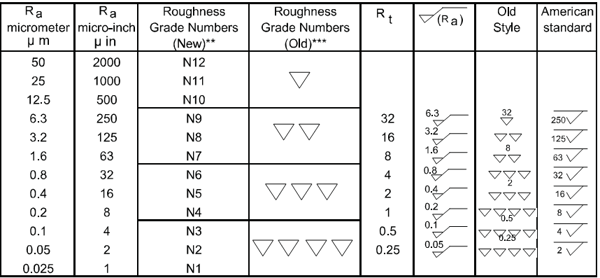
Surface Finish
The surface finish of the injection molded product is important for both aesthetic and functional reasons. The design should take into account the desired look, as well as any requirements for non-slip or wear-resistant surfaces. Different molding processes will produce different finishes, so this should be considered when determining what process to use.
Cavity Design
The design of the cavities in the injection mold is critical for ensuring a quality product. The size, shape, and number of the cavities must be carefully planned out in order to produce an even flow of material that fills all the mold spaces evenly. Additionally, the cavities should be designed to minimize trapped air and reduce any warping that may occur.
Material Selection
The material used in the injection molding process must be carefully selected, as it will affect both the performance of the product and the cost of production. Each material has its advantages and disadvantages, so this must be taken into consideration when determining what material to use.
If the color and transparency requirements are strict, it is necessary to carefully consider the selection of raw materials and coloring methods. When selecting the raw material, it is generally necessary to determine whether to use one kind or several kinds of plastic, whether to add additives and the selection of suitable raw materials for the requirements.
Precision of Injection Molded Parts
Due to the unevenness and uncertainty of the shrinkage rate during injection molding, the precision of injection parts is lower than that of metal parts, and the dimensional tolerance of mechanical parts cannot be simply applied. The appropriate tolerance requirements should be selected according to the standard. China also issued GB/T14486-93 “Dimensional Tolerance of Engineering Plastic Molding Plastic Parts” in 1993.
Designers can determine the dimensional tolerance of the parts according to the requirements of the plastic raw materials and parts. At the same time, according to the comprehensive strength of the factory, the design accuracy of the peer products determines the appropriate design tolerance accuracy.
In conclusion, there are many factors to consider when designing an injection mold. Paying attention to these issues during the design process will help ensure a successful and cost-effective outcome.
With the proper knowledge and experience, manufacturers can create an injection mold that will provide quality, reliable parts for years to come. By understanding these issues, designers can make sure their molds are designed to be durable, efficient, and cost-effective.
Author
Gavin Leo is a technical writer at Aria with 8 years of experience in Engineering, He proficient in machining characteristics and surface finish process of various materials. and participated in the development of more than 100complex injection molding and CNC machining projects. He is passionate about sharing his knowledge and experience.