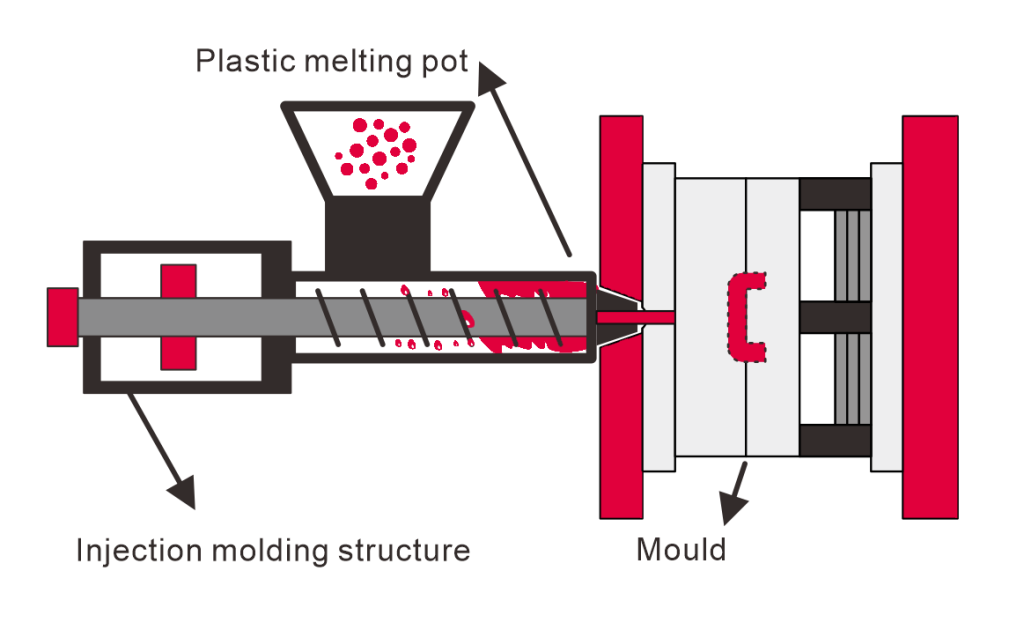
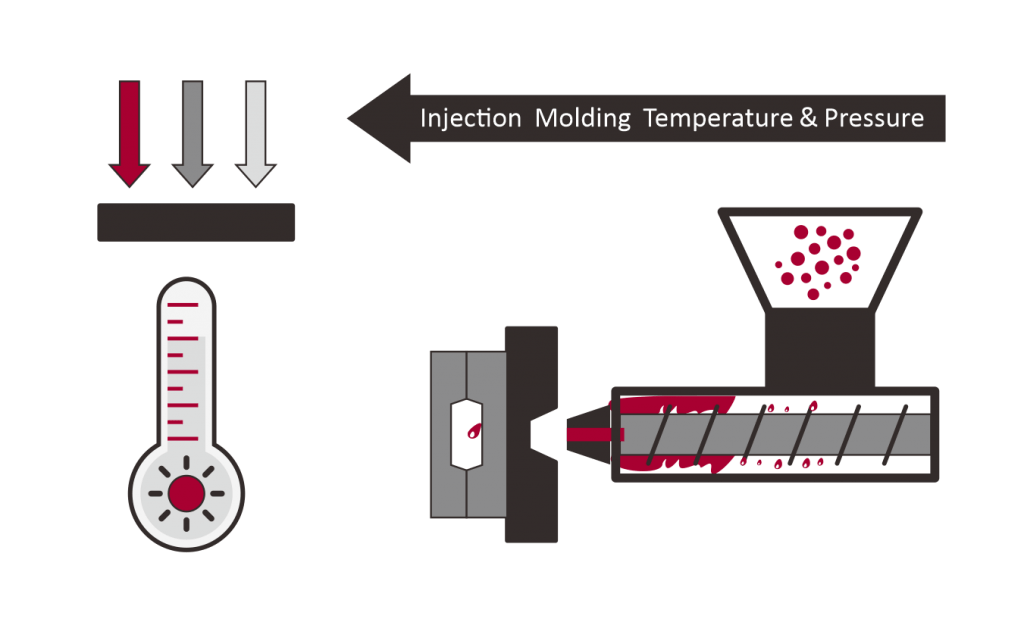
The temperature of the material tube significantly influences injection pressurein an injection machine. Typically, these machines consist of 4 to 6 heating sections within the material tube, each calibrated to suit the specific molding temperature requirements of different plastics.
Plastic physical properties table
Keeping the melt temperature just right is super important. If it’s too low, the plastic doesn’t melt properly, messing up the quality of the parts and making things harder. But if it’s too high, the material can break down. When doing injection molding, the melt temperature usually gets hotter than the tube temperature, sometimes by up to 30°C. This happens because the melt gets really hot from all the pushing and flowing through the gate.
2. Confirm the melt temperature
The temperature of the material is really important when making plastic parts. If it’s too low, the plastic might not melt properly or flow well. But if it’s too high, some plastics like POM and PVC might break down.
The material usually melts because of the heat made when the screw moves in the tube. There are about 4 to 6 heating areas in the tube. The idea is to set the temperature from lowest to highest, with the lowest near where the material goes in. The heating plate near the middle should be cooler by about 40 to 50°C than the feed temperature.
The heating plate in the nozzle area should be set to the feed temperature to keep things balanced. If the heating isn’t set right, it might cause dripping or color change, especially with PA materials.
The real material temperature can be higher than what’s set on the controller because of pressure and screw heat. To know the actual temperature, check with a probe at the nozzle when it’s pulled out of the mold. It’s good to set the lowest temperature that works well to save energy and make parts faster.
3. How to determine the temperature of the material tube when injection molding?
The temperature of the tube in injection molding depends on the type of plastic used. For plastics like amorphous ones, the tube temperature should be higher than the plastic’s flow temperature (Tf). For crystalline plastics, it should be higher than the melting point (Tm) but lower than the decomposition temperature (Td). Plastics with a smaller Tf-Td range need lower tube temperatures, slightly above Tf; those with a wider range can handle higher tube temperatures, much above Tf.
Plastic additives, like fillers or softeners, also affect the molding temperature. If it’s something like glass fiber, the tube temperature needs to go up as the amount increases due to the melt’s poor flow. But if it’s a plasticizer, the tube temperature can be a bit lower.
Different injection machines need different tube temperatures too. For plunger machines, the tube temperature needs to be higher to improve plastic flow. With screw machines, the temperature should be a bit lower, around 10-20°C less than plunger machines, as they generate more heat during operation.
Thin-walled products need higher tube temperatures because they cool fast, making injection harder. For thick walls or products with metal parts, lower tube temperatures can be used. Complex-shaped products need higher tube temperatures too, as they take longer to fill due to their complicated filling process.
4. How to determine the nozzle temperature during injection molding?
The nozzle does a few things like making the melted material flow faster, adjusting its temperature, and mixing it evenly. During injection, the nozzle touches the mold directly. Since the nozzle doesn’t hold much heat itself, when it touches the cooler mold, it cools down fast. This can cause the melted material to harden at the nozzle, blocking it or the mold’s channels. That can mess up the product’s surface and performance, so we need to control the nozzle’s temperature.
Usually, the nozzle temperature is a bit lower or the same as the highest feed pipe temperature. This helps prevent the melted material from hardening too soon. When the melted material passes through the nozzle, it makes some heat from friction, so it’s hotter than the nozzle’s temperature. If the nozzle gets too hot, it can cause the material to crack and mess up the product quality. But if the nozzle temperature is too low, the melted material can harden, blocking the nozzle or making cold material enter the mold and mess up the product quality too.
5. During the heating process of the injection machine, why does the temperature of a certain section of the material pipe rise more slowly than that of other sections? What should be done?
(1) The cause
(a) The thermocouple in that section is damaged or in poor contact.
(b) the heating ring of the section is burnt out or the heating ring is not in good contact with the surface of the pipe.
(c) The heating power of the heating ring in the waiting section is too small, and the temperature of the plastic in the front and back sections rises, and the heat is transferred, so that the temperature of the plastic in the section rises, but it is very slow.
(2) The solution
(a) Check and replace the thermocouple.
(b) Check and replace the heating ring.
(c) Increase the number of heating rings or replace high-power heating rings.
Author
Gavin Leo is a technical writer at Aria with 8 years of experience in Engineering, He proficient in machining characteristics and surface finish process of various materials. and participated in the development of more than 100complex injection molding and CNC machining projects. He is passionate about sharing his knowledge and experience.