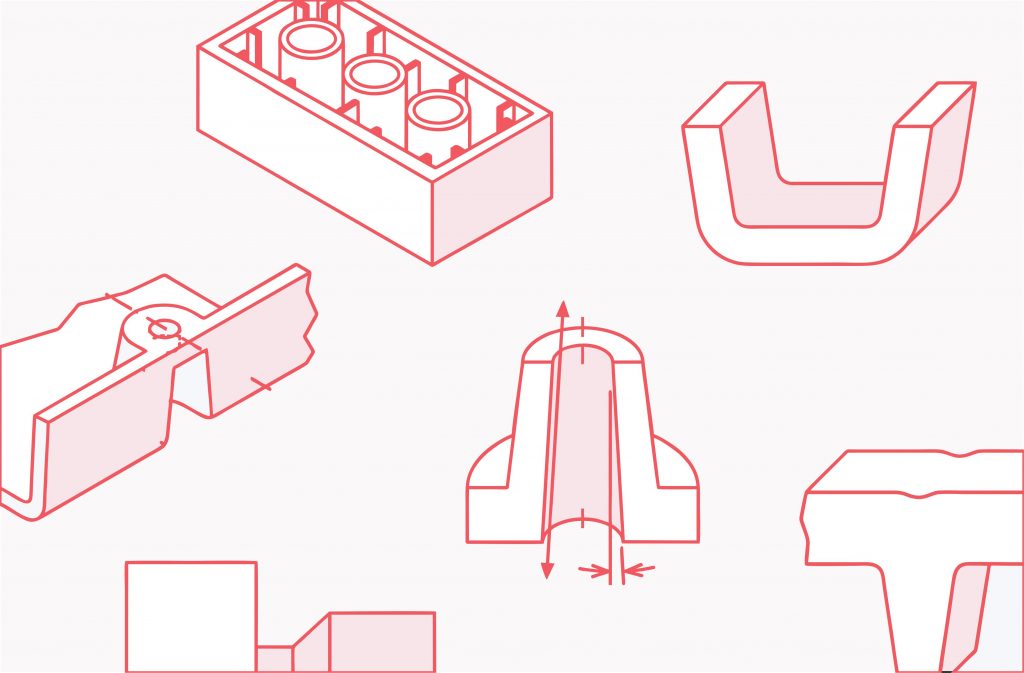
The radius in injection molding refers to rounded corners or edges in a part’s design. Using rounded edges instead of sharp corners makes the part easier to mold.
Proper radii reduce stress and the risk of cracks or warping during molding, making the part stronger. Rounded edges also help the part eject smoothly from the mold, avoiding damage.
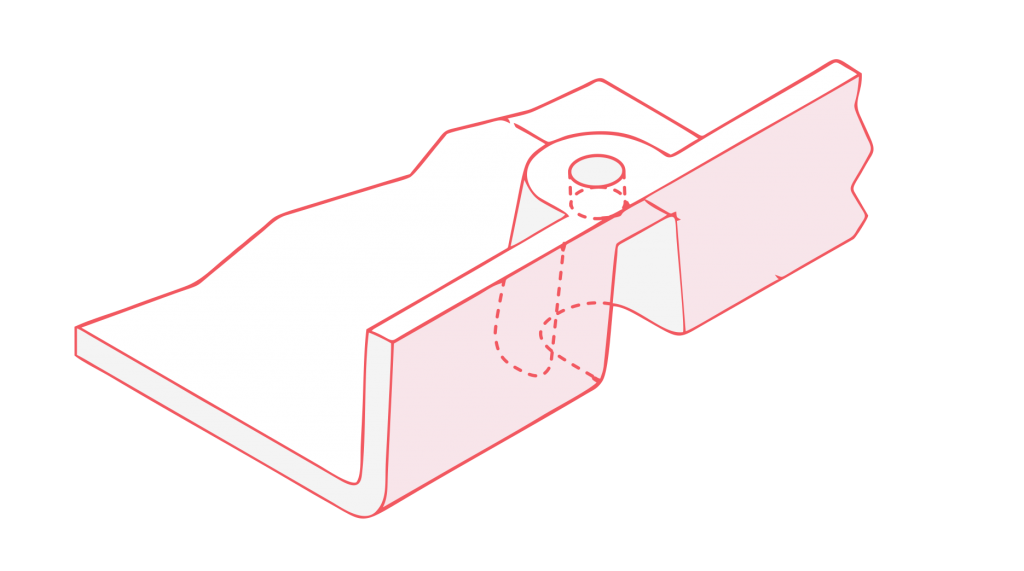
When designing for injection molding, ensure adequate radii and avoid sharp corners for successful manufacturing.
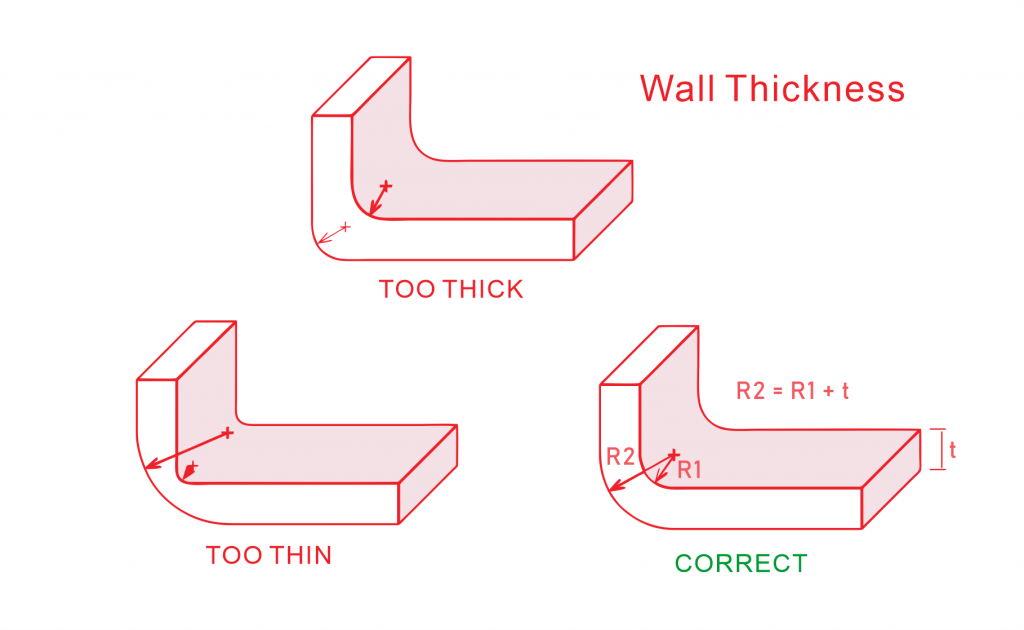
For corners, aim for a thickness around 0.9 to 1.2 times the nominal thickness to avoid stress and breakage.
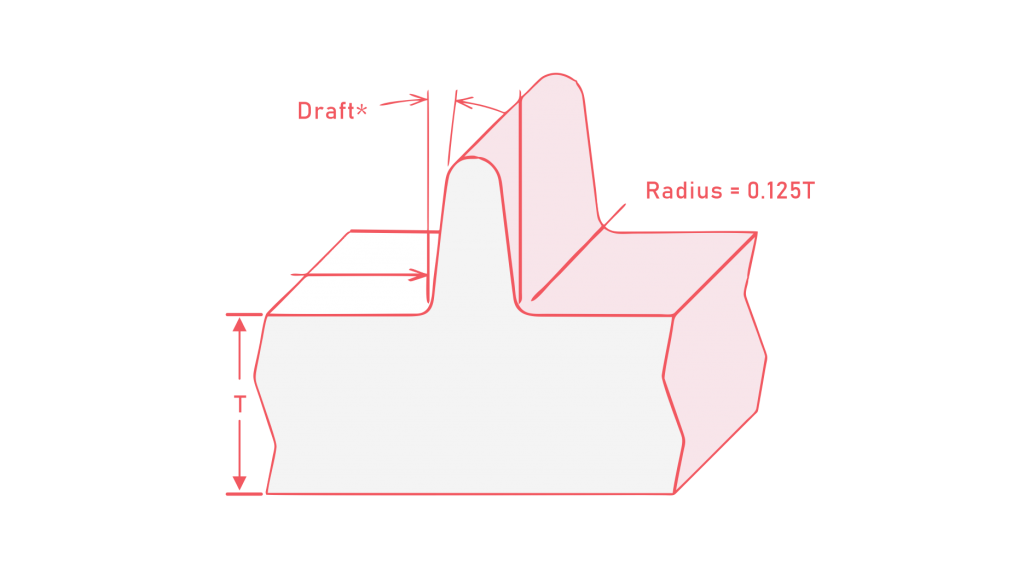
Ribs, added for strength, should be thinner than the walls—around 60% to 80% of the wall’s thickness. Spacing ribs twice the wall thickness apart is ideal. More ribs enhance strength without needing larger ones. Keep rib height under three times the wall thickness, and if a thick rib is necessary, core its center for even thickness.