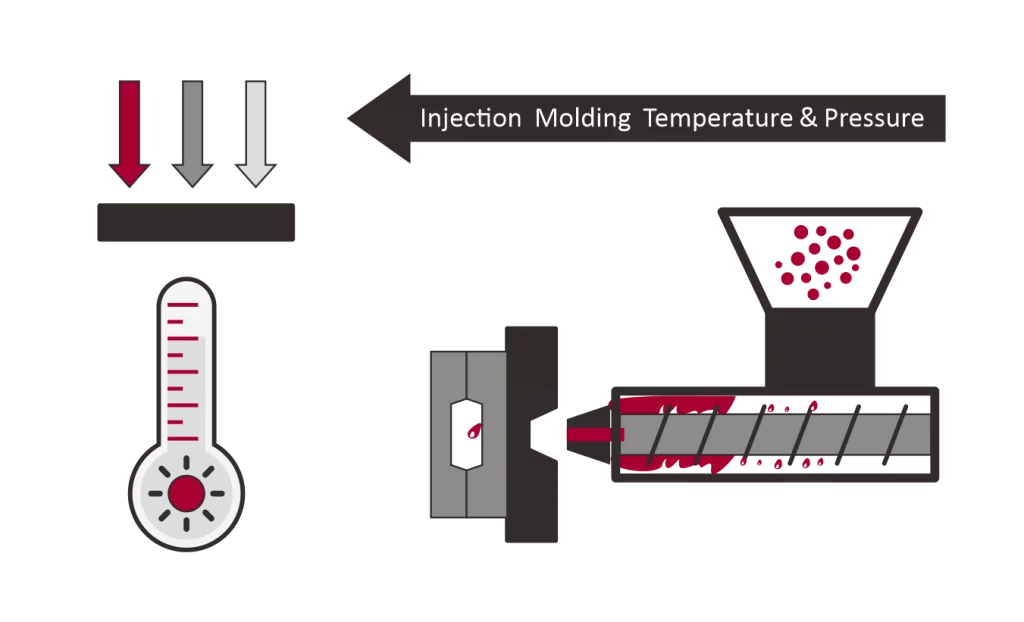
The furnace temperature of injection molding refers to the temperature required to melt the plastic raw material into a molten state. The furnace temperature in the injection molding process needs to be adjusted according to the type of plastic raw material used, shape and processing requirements.
Generally, plastic raw materials for injection molding can be divided into thermoplastics and thermosetting plastics. Thermoplastics have a low melting point, generally between 150 ° C and 300 ° C, while thermosetting plastics have a higher melting point, generally between 250 ° C and 400 ° C. Therefore, the temperature of the injection molding furnace will also vary.
In the process of injection molding, the adjustment of furnace temperature has an important impact on the physical properties, appearance quality and dimensional accuracy of molded products. If the furnace temperature is too low, it may lead to the plastic raw materials can not be completely melted, thus affecting the appearance and physical properties of molded products; If the furnace temperature is too high, it may lead to the decomposition and deterioration of plastic raw materials, thus affecting the quality of molded products.