Plastic injection molding process parameter 3:Time
The setting of plastic injection parameters generally depends on five main conditions: temperature, pressure, speed, time, and measurement.
This article mainly describes the time of the injection molding process.
Click this to know: injection molding process parameter: Temperature and pressure.
Click this to know: injection molding process parameter: Speed.
Plastic Injection Cycle:
Clamping → Filling → Compression → Hold → Cooling → Open → Top out → Take out
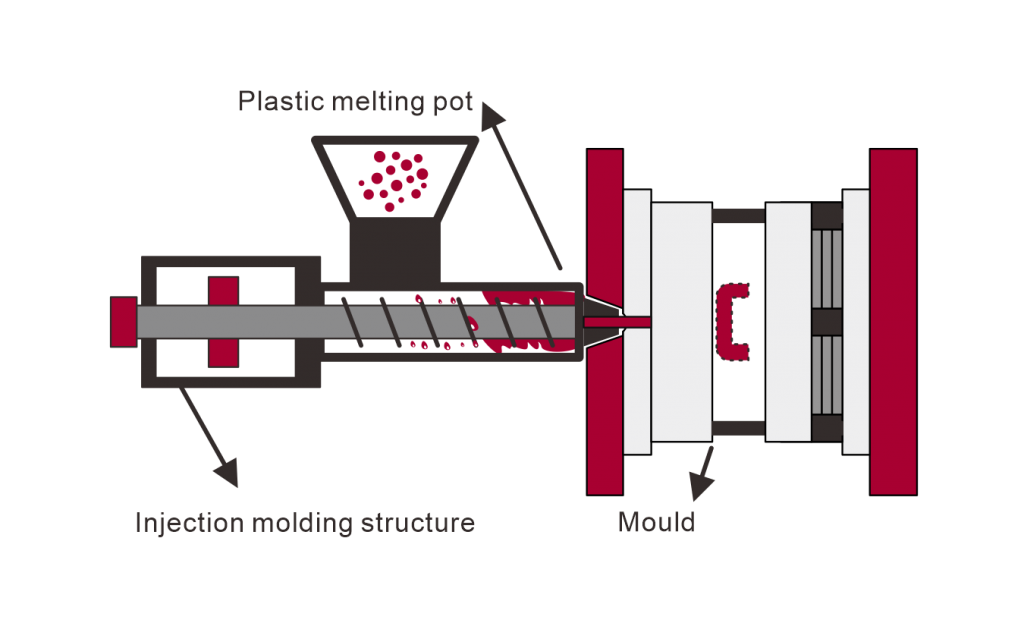
Injection Molding Mainly Processes:
When molten plastic is injected into the hole, its temperature, density, and compression have always played an important role in the interaction. To master the setting of injection process parameters, we must first understand its principle:
1. Filling
it can easily and quickly inject the melt into the cavity until the filling stage becomes filling.
At this stage, the melt is only affected by the shape of the groove and cavity and is slightly hindered by compression; the internal pressure rises slowly, the density also increases slightly, the speed of filling, often become an important factor affecting the appearance of the formed product, molecular alignment, and crystallinity.
In the whole molding cycle, the injection time and cooling time are the most important, and they have a decisive effect on the quality of products. The mold filling time in injection time is directly inversely proportional to the mold filling speed, and the mold filling time in production is generally about 3-5 seconds.
2. Condense
When the cavity is just filled with molten glue, it will be in a state of high temperature and low density. Therefore, after filling, it must continue pressure to improve the density of molten glue in the cavity, called compression.
After the melt is compressed, the density and internal pressure will rise rapidly together. In this stage, the degree of compression will determine the shape of the product outline, size, and whether overflow, burr (flash) is the main factor.
3. Holding Pressure
The molten glue in the cavity will form a great internal pressure after compression, which will decrease because of the decrease in temperature. However, before the glue mouth has not yet condensed and sealed, it still can squeeze the molten glue out of the cavity, so it must continue to give appropriate pressure to resist it, until the molten glue solidifies, which is called maintain.
4. Cooling
In the initial stage of plastic injection molding (filling and compression), a lot of heat melt into the hole, but in the pressure holding stage, the heat is no longer a lot of influx. The plastic in the hole has started to enter the cooling process.
Although the gate has been solidified and sealed at the end of the pressure holding, a large part of the formed products in the cavity still have not reached the stage of complete hardening, so it must continue to cool for some time.
The purpose of cooling is to ensure that the formed product in the upper and lower die open and top out will not be damaged or deformed by external forces, so it is generally cooled to the thermal deformation temperature of the formed product below about 10℃.
Although rapid cooling can shorten the engineering time, it will affect the filling or shrinkage, so the correct cooling concept is to keep the mold temperature stable and quickly remove heat. The general approach is to improve the flow or efficiency of the refrigerant, and it will be better if more cooling channels can be added.
The Time Of Injection Molding Process:
When molten plastic is injected into the hole, its temperature, density, and compression have always played an important role in the interaction. To master the setting of injection process parameters, we must first understand its principle:
Fill Time
The filling time of injection molding refers to the time required from the beginning of injection molding to the filling of the mold chamber. The length of filling time directly affects the quality and appearance of the molded parts. Therefore, it is very important to set the filling time reasonably.
The filling time should be determined based on the following factors:
Injection volume and maximum flow rate of injection molding machine.
The structure and size of the mold.
Properties of plastic materials, such as viscosity, melting temperature, etc.
Injection molding process requirements, such as filling speed, filling pressure, etc.
Injection Time
Injection time and cooling time are the biggest factors affecting the quality of plastic products. They have a decisive effect on the quality of products. The mold filling time in injection time is directly inversely proportional to the mold filling speed, and the mold filling time is about 3-5 seconds.
Pressure Holding Time
The pressure holding time of the injection time is the pressure time of the plastic in the cavity, which accounts for a larger proportion in the whole injection time, about 20-120 s (extra-thick parts about 5~10 minutes). Before the melt is frozen at the gate, the amount of holding time affects the size accuracy of the product, and if it is later, it has no effect.
The setting of pressure holding time needs to consider the following factors:
Due to the melting temperature and cooling shrinkage of plastic materials, different materials have different requirements for pressure retention time.
Factors such as size and wall thickness of molded parts, and parts with different size and wall thickness have different requirements for pressure retention time.
The structure and temperature of the mold and the temperature of the mold directly affect the quality and efficiency of injection molding.
Optimum Holding Time
The optimum holding time is also known to depend on feed temperature, die temperature, and the size of the main channel and gate. If the main channel and gate dimensions and process conditions are normal, the pressure value that results in the minimum range of product shrinkage fluctuation shall prevail.
Cooling Time
The cooling time should be to ensure that the product demoulding does not cause changes for the principle, cooling time is generally about 30~120 seconds, too long cooling time is not necessary, not only reduce production efficiency, complex parts will also cause demoulding difficulties, forced demoulding will even produce demoulding stress.
The setting of cooling time needs to consider the following factors:
Molding parts of the size and wall thickness and other factors, different sizes and wall thickness of the parts of the cooling time requirements are also different.
The melting temperature and thermal stability of plastic materials, different materials have different requirements for cooling time.
Factors such as the structure and temperature of the mold, the temperature of the mold and the heat dissipation efficiency directly affect the cooling time.
Demolding Time For Injection Molding
The demolding time of injection molding refers to the time from the injection molding machine injecting plastic into the mold to the time when the plastic parts in the mold can be removed intact from the mold. The demolding time of injection molding is a key manufacturing parameter, which directly affects the production efficiency and the quality of parts.
The demolding time of injection molding is affected by many factors, including the type and brand of plastic material, the structure and size of the mold, the specification and pressure of the injection molding machine, and the ambient temperature. In general, larger molds and thicker plastic parts require longer demolding time. In addition, the temperature of the mold is also a key factor affecting the demolding time. If the temperature of the mold is not high enough, the plastic parts may deform or adhere to the mold, resulting in failure of demolding.
Usually, the injection molding release time is tested and adjusted before production to ensure the stability and efficiency of the production line. The demolding time also needs to be closely monitored during production and adjusted as needed.
Author

Gavin Leo is a technical writer at Aria with 8 years of experience in Engineering, He proficient in machining characteristics and surface finish process of various materials. and participated in the development of more than 100complex injection molding and CNC machining projects. He is passionate about sharing his knowledge and experience.