Plastic parts play an integral part of our life with almost every gadget, appliance, or device requiring them. They play roles such as protecting us from inside electrical parts, mounting the electrical parts tightly into position, or creating functional parts. Additionally, some plastics act as stand-alone tools that we use in our daily lives.
This explains why plastic is amongst the most abundant man-made objects on earth. Back in the 1950s, the world barely produced 2 million tonnes per year. However, currently, that number is in the ceiling as the world produces more than 450 tonnes per year.
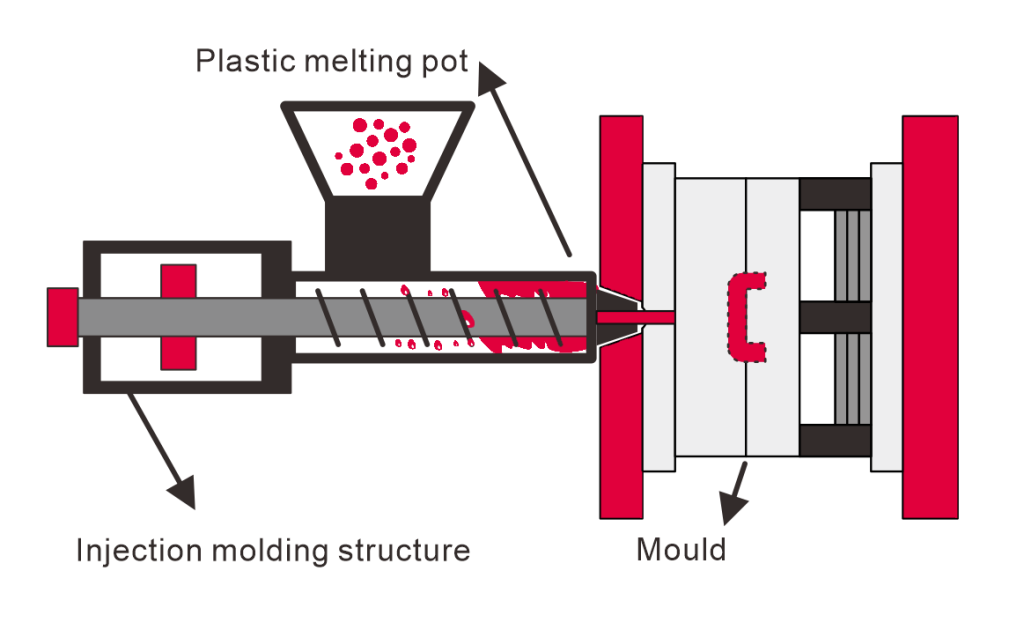
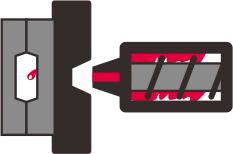
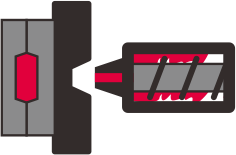
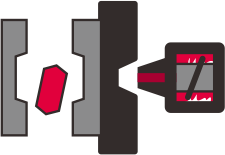
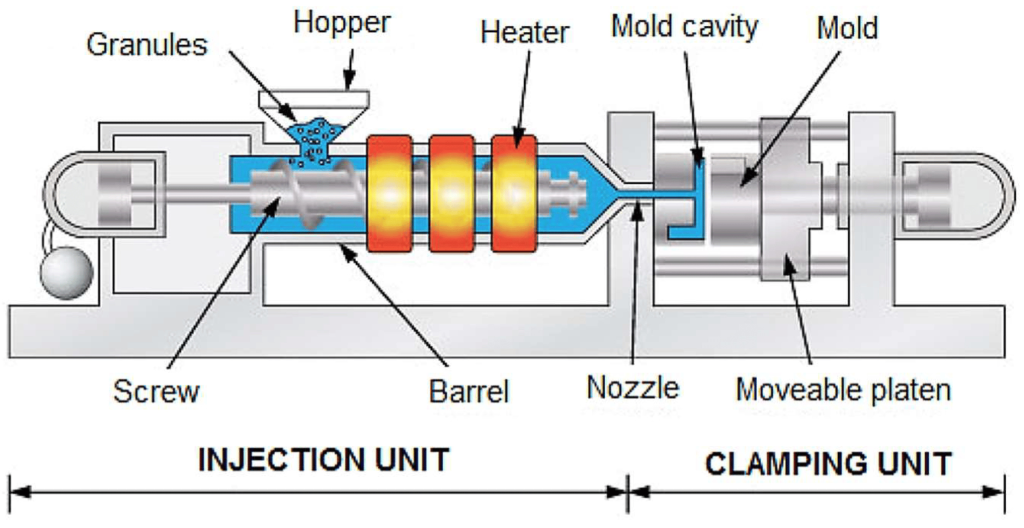
Despite relying on them to carry out our daily tasks, most people don’t know how the process of creating plastic parts works. Injection molding is one of the most popular methods for creating plastics. In this article, you will learn how injection molding works, the machine components, and the services associated with it.