Have you ever seen a shiny new metal appliance or an area of outdoor furniture and thought about how incredible it was to have such a perfect finish that also looked like it could stand the test of time?
Well, chances are you were looking at powder coating. It is an incredible finishing technology that gives a finished product a tough, appealing, and long-lasting surface.
However, there are secrets to achieving that perfect finish. A lot of obtaining a smooth, uniform finish comes down to one key variable – thickness. Getting the thickness of a powder coating layer just right is a science. If it is too thin, it will not protect the part adequately.
If it is too thick, it may chip, crack, or simply look ugly. Powder coating companies have to walk this delicate line every day to get it just right.
This deep dive will explain powder coating thickness. The purpose of this chapter is to define powder coating, what it is based on industry standards, and most importantly, teach you how to measure powder coating thickness accurately. We will also include common issues and important variables to be aware of to ensure you get it right every time.
What is Powder Coating?
So, what actually is the stuff? Unlike traditional liquid paint finishing, which is delivered in a liquid carrier, powder coating is a dry finishing process. The “paint” is actually a powder that is free-flowing. The powder is made up of pigments and resin that have been finely ground.
Think of it as super fine crush colourful dust. The magic happens during the powder coating application. Generally, powder particles are applied electrostatically. The most commonly used technique, electrostatic spraying, produces a positive electrical charge on the powder when it exits the gun.
The object being coated is electrically grounded, and the charged powder particles are magnetically attracted to the grounded surface. Adhesion is so strong that it effectively wraps the powder around the part in an even layer of uncured powder, even if the shape is complex.
Once the part is coated, it goes to a high-temperature oven for curing. The heat melts the powder, allowing it to flow together to form a smooth, continuous powder coating film. After that, it cures by a chemical reaction, creating a hard, durable, attractive finished coating.
Since powder does not use liquid carriers with evaporating solvents, powder coating creates almost no volatile organic compounds (VOCs) and is therefore a much more environmentally cleaner option than traditional paint.
Standard/Typical Powder Coating Thickness
Really, let’s get into numbers. There is not one single “correct” powder coating thickness. That ideal thickness really depends on the application and the desired outcome. The goal of the powder coater, who is attempting to achieve a quality finish, is to apply enough powder to achieve full coverage and enough performance characteristics without excessive waste or problems.
The first place to start is the product specification sheet for the specific coating powders used. It will provide the recommended nominal thickness range to provide the best results. Many of the target factors that affect thickness include: desired level of corrosion resistance, chip resistance, flexibility, and final surface texture.
The specifics will also depend on the substrate type; for example, a part that will live outdoors and face the elements will need more coating to provide effective protection than a decorative item to be indoors.
Additionally, different substrates have varying thicknesses – thinner gauge material may not be able to handle a thicker powder coating as well as a more heavy duty part could.
Standard Coating Thickness Ranges
Although many parameters influence the ideal thickness, there are several acceptable industry standards. For the average decorative or general-purpose application, the typical powder coating thickness ranges from 2 to 4 mils (50 to 100 microns), which maintains a suitable balance of good appearance, durability, and cost-efficiency.
For applications where performance is important (e.g., desired salt spray resistance and superior chip resistance), thicker powder coatings will normally be necessary.
The thickness range may be from 4 to 8 mils (100 to 200 microns) or heavier. On the opposite end of the main range, other applications may seek thinner powder coatings for various reasons, such as parts that require inspection from mechanical or electrical clearance purposes and any other dimensional tolerances dictated by the application.
This thickness range may be in the range of 1 to 2 mil (25 to 50 microns). That being said, it is worth noting that properties generally diminish as the coating thickness decreases, and conversely, thicker coatings are preferable. Following the expected tightened thickness range shown by the coating powder manufacturer is best for achieving optimum product performance.
How To Measure Powder Coating Thickness?
Getting thickness right is essential, so it is essential to have a good way to measure it. So, how to measure powder coating thickness? There are a few methods, some before the cure and some after the cure. Each method has its own pros and cons.
Magnetic Test
This method is commonly used for measuring the final cured thickness on ferrous metals, like steel. Magnetic gauges work by measuring the pull force of a magnet from the steel substrate. The thicker the coating, the weaker the magnetic pull. These magnets are simple, cost less, easy to use and give the user a quick reading. They also read non-magnetic coatings on a magnetic substrate.
Eddy Current
On non-ferrous metal substrates like aluminium, you will need a different method. Here, you should use eddy current gauges. These gauges create a small alternating magnetic field in a probe. When the probe is brought closer to the conductive metal surface, small electrical currents (eddy currents) are created in the metal. The coating thickness between the probe and the metal affects the strength of the eddy currents, and the gauge outputs this data into a thickness reading.
Mechanical Measurement (Mechanical Gauge)
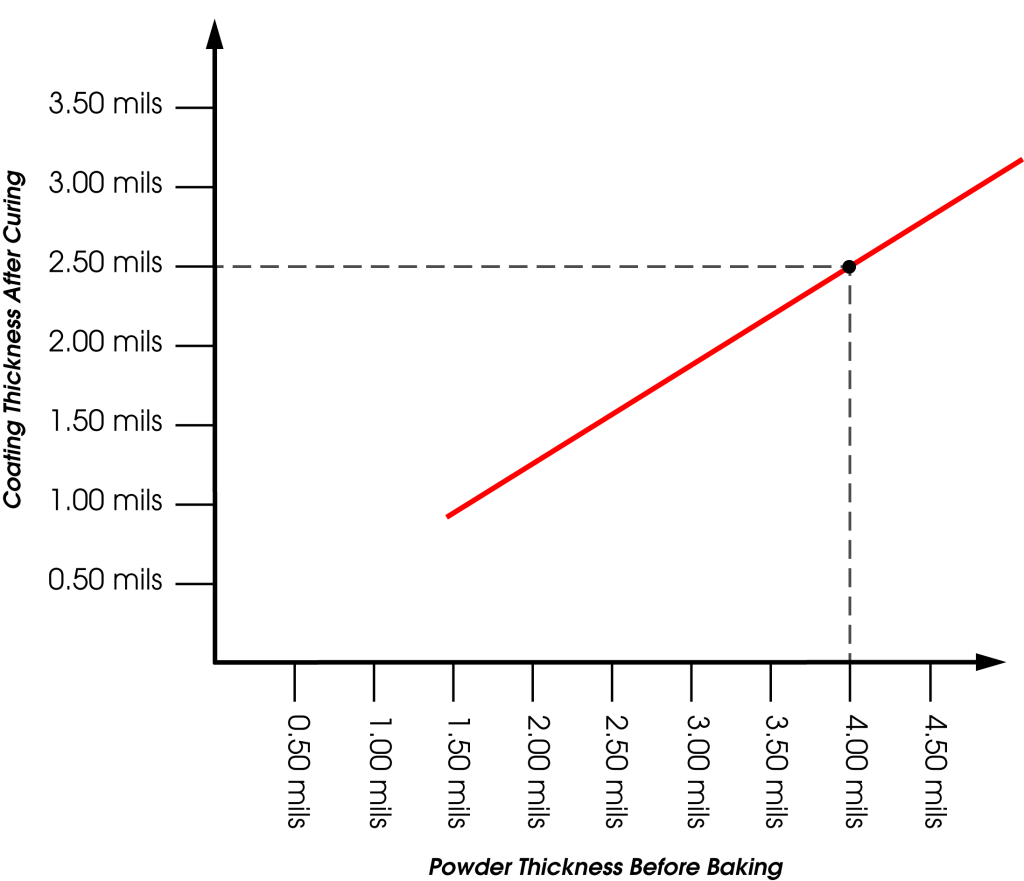
This is the only method for measuring powder height on uncured applied powders. These are combs with different-sized teeth or heights. You simply press the comb down into the uncured powder until it makes contact with the substrate. When you pull it away, you’ll see on which tooth the powder is, so you’ll know the range of the powder’s height.
This allows for a prediction of cured film thickness because powders lose about half of their thickness during the curing process. So, the predicted cured thickness result can be given before the part ever sees the oven. This is one of the key reasons powder coating measurements allow you to make quick adjustments.
Ultrasonic Measurement
When you’re dealing with non-metal substrates like plastics or medium-density fiberboard(MDF), magnetic or eddy current methods can be very prohibitive, too. This is where ultrasonic thickness gauges come into play. These are sophisticated gauges that utilise ultrasonic thickness probes, usually with a “special” powder probe that will send a pulse of sound through the coating. The pulse will reflect off the substrate and come back to the probe.
The gauge times the total round-trip time taken and calculates the powder coating thickness. This measurement technique is also applicable to metal and is very effective in determining individual layer thickness in a multiple-layer built-up system.
Key Considerations for Thickness Measurement
Knowing how to use the tools is half the battle. In order to obtain reliable powder coating measurements, you need to be aware of critical details. These concerns are very important to consider to ensure the final coating is compliant with specifications.
Surface Cleanliness
Before you “even bother with measuring”, make sure you have a clean surface. Any dirt, oil, or contaminates on the substrate powder-coated parts can “massively compromise” your thickness readings and lead you to falsely believe that you have a thicker coating than is actually present. Most of the time, a quick wipe of your device with a microfiber cloth will be sufficient.
Device Calibration
Your measuring device is only as good as its calibration. Calibrate the gauge at the start of your shift and at any time throughout the day where you suspect that it may have been bumped out of calibration. Usually, there are certified shims that have a known thickness to perform gauge calibration. Calibrating the device means that you can have confidence in its measurements.
Measurement Points
Now, don’t be under the impression that you take one measurement and you’re finished. Powder coating thickness can vary greatly over a single part. It’s very important to take several measurements at different locations to get an overall picture of the total thickness. The project documents, or quality plan, usually lists the number and geographic locations of measurement points.
Standards Compliance
In several industries, there is a standard (e.g., ASTM, ISO) that specifically outlines how thickness should be measured. To have confidence in your results and ensure they are comparable and accepted by your customers, you must comply with the standard. Both of these steps are fundamental aspects of the quality control process to help guarantee the reliable performance of each product.
Challenges in Thickness Measurement and Solutions
With the right tools and processes, you’re still going to have some challenges. Knowing what to look for and how to fix some of these common challenges will go a long way toward mastering the art of how to measure powder coating thickness.
Erroneous Measurements
The most frequent issue is simply getting an inaccurate reading. An inaccurate reading may be a result of a badly calibrated gauge, a dirty surface, or simply the operator’s technique.
Solution: The answer is diligence. Ensure regular calibration utilising certified standards and periodically check the gauge to ensure it is accurate. Always check the surface is clean before measuring, and ensure operators are well-trained to place the probe flat and steady on the surface for each measurement.
Inadequate Measurement Points
Taking too few measurements gives you a false sense of security. You might measure a few good spots and not find the area with too little or too much coating.
Solution: Develop a systematic approach for measuring with each part. Define a set number of points to measure; cover flat areas, edges, and corners. This gives you a much more representative average powder coating thickness and a better picture of the consistent application of the powder.
Incorrect Tolerance Evaluation
Measuring thickness is one thing; correctly determining if it is within tolerance is another. There may be a maximum film thickness specification and a minimum.
Solution: Always have the product specification sheet available. Understand the acceptable tolerance for the job. Do not just look at the average reading. Ensure no single reading is less than the minimum or more than the maximum specification. This will help ensure the finished coating will perform as specified.
Conclusion
As we have shown, there is much more involved with powder coating than merely spraying it on for colour. Powder coating thickness is a critical parameter that directly affects the appearance, feel and, most important, the performance of the coating.
Every step of the process must be acknowledged, from understanding the powder coating process to which measuring tool to use.
Having ample experience to accurately measure powder coating thickness, whether it be with magnetic, eddy current, or ultrasonic gauges, is imperative for any serious powder coater.
By considering the details such as: identified surface cleanliness, calibration, and number of measurements taken, you can undoubtedly mitigate common issues and get the quality needed for powder-coated parts. Ultimately, controlling the powder coating film thickness ensures long-lasting, protective, and aesthetically pleasing finishes that will last for years to come.
Frequently Asked Questions
Q: Why does powder coating thickness shrink during curing?
A: During the baking process, the individual powder particles melt and flow together into a continuous film. Because the initial layer contains air pockets between particles, coating powders generally diminish in thickness by about 50% as they densify, resulting in the final, thinner powder coating thickness.
Q: What are the risks of using low-grade powder coat materials?
A: Using low grade powder coats can lead to numerous problems. These cheaper powder coat materials often have poor adhesion, low chip resistance, and can fade or chalk quickly when exposed to sunlight. Unlike conventional liquid paint, a bad powder coat job is very difficult to fix, often requiring complete removal.
Q: How do you fix a bad powder coating job?
A: You must completely strip the part. A process like chemical stripping or abrasive blasting removes powder coating film entirely. Simply painting over a failed powder coat is not a solution, as the underlying problems will persist. The part must be taken back to the bare metal and then properly re-coated.
Q: How is the thickness of uncured powder measured??
A: A special powder comb is used for powder thickness measurement before curing. This allows coaters to predict the final film thickness, as the powder layer shrinks during the baking process. This pre-cure check is a key advantage and helps ensure the final powder coating thickness meets specifications.