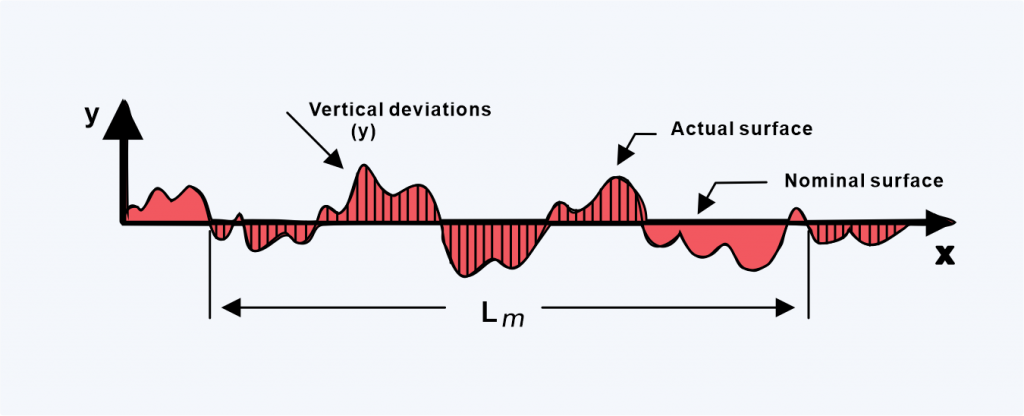
The surface roughness chart is a graphical representation of surface roughness. It is generated by stylus profilometry, and it shows the surface profile of the part.
The surface roughness chart has two axes: the X-axis represents the distance along the surface, and the Y-axis represents the surface height. The surface roughness is quantified by the surface roughness parameters, which are shown on the surface roughness chart.
The surface roughness chart is a valuable tool for surface roughness assessment, because it can be used to compare different parts, or to compare the same part before and after processing.