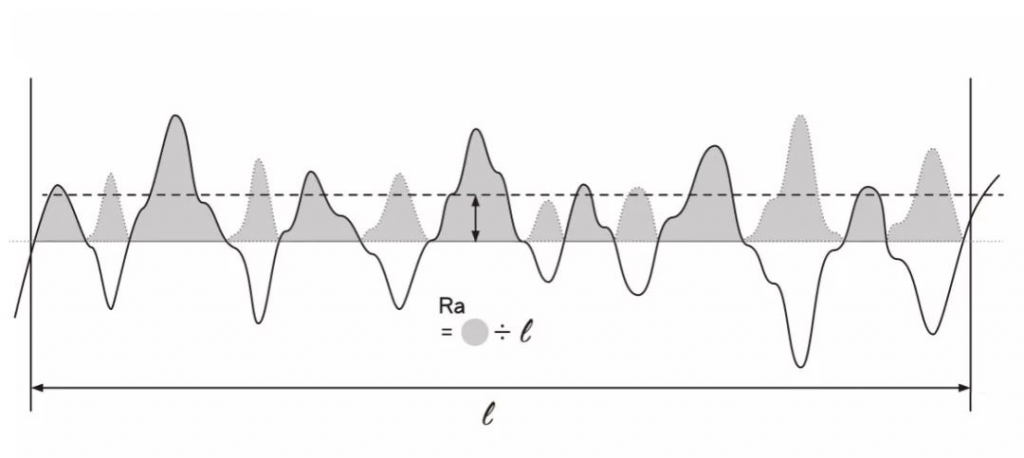
It’s calculated by analyzing a section of the item’s surface called the sampling length, and determining the number of standard deviations from a completely flat surface, typically measured in either micrometers or microinches.
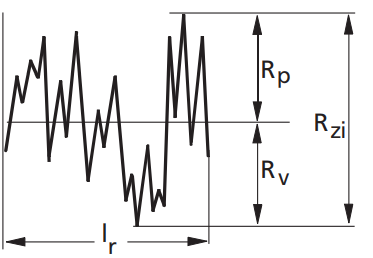
Rv shows the depth of the lowest valley, which can be essential for preventing deterioration. Imagine a miniature dental implant, which usually ranges between 1.8 and 3.3 millimeters and lasts from 6 to 10 years.
However, if a valley in the middle of the implant is too deep, the wear resistance won’t be sufficient and it can potentially degrade too quickly, potentially even breaking in half inside a patient’s jaw after a few years of chewing. A company specializing in these implants would soon go out of business if it used Ra or other factors instead of Rv.
Similarly, Rp shows the height of the highest peak. In sticking with the medical analogy, imagine a patient with an artificial hip or knee, which contains ball-and-socket joints. If either one (or both!) has peaks that are too high, they can scrape against each other, leading to both the unit degrading and significant pain for the user.
Conversely, optimized surface roughness Ra levels can improve the strength of material joints by providing better interlocking at the microscopic level.
As the roughness of a surface can influence the adhesion of coatings, which is important in industries such as automotive and aerospace, the Rv and Rp values are essential in these and other industries.
Another important measure is Rt, the distance of the total profile between the highest peak and the lowest valley. This is essential for surface integrity, detecting outlier damage, and monitoring the overall surface quality. It captures both Rv and Rp, although as a single unit and not separately, allowing you to see the total variance at a glance.
Rmax is essential for a variety of applications, but perhaps most of all, the medical industry. It shows the vertical height disparity between the highest and lowest points, similar to Rt. It’s vital when used to evaluate medical instruments, particularly surgical tools like scalpels, where a variance of even 0.5 micrometers can prevent the tool from becoming fully sterilized. Tools whose Rmax value is too high can lead to a significant increase in patient infections and deaths if not corrected.
For applications where Ra needs just a little more specificity, RMS (or Root Mean Square) can be used. It’s calculated by taking the square roots of the different heights within the sample and averaging them together, which gives a fuller picture than Ra alone.