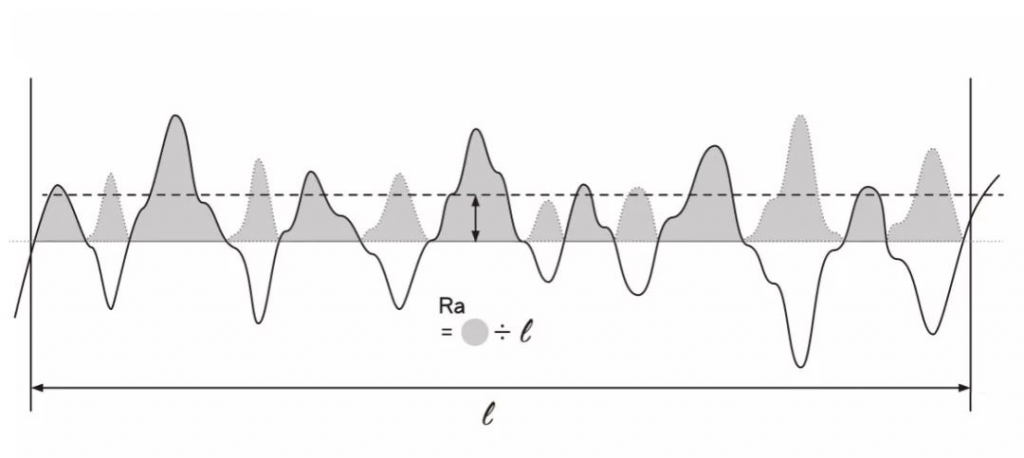
Ra is an important measure in manufacturing processes. It is a reliable indicator of the surface texture, albeit in average terms. Machinists have for ages used this roughness average to determine the surface roughness of components in automotive and other industries.
One big advantage of this method of determining average surface roughness is that it is inexpensive. This makes it suitable for quality control in shops.
Notably, roughness average values fail to show several surface texture characteristics. Owing to this drawback, there is a potential for manufacturing quality check errors.
Consider the fact that it treats all peaks and valleys as equal. The reality is that some peaks and valleys are larger than others. This reality can bring warranty and quality issues to the manufacturer. Some areas of the component can wear and leak prematurely, despite the component passing Ra value checks for surface roughness.
Ra is also incapable of showing the spatial position of peaks and valleys on the surface. A surface could have features concentrated on one corner. Another could have them scattered evenly. However, the Ra value for the two surfaces can be the same.
Such measurements can lead to serious issues with manufactured components. For instance, surfaces coming together may develop uneven loading and eventually, faster wear and tear.
Nevertheless, since Ra presents some substantial benefits in CNC manufacturing, it is common in the United States and other parts of the world.