The plastic injection molding process entails a machine that introduces molten plastic into the mold cavity. Once the plastic solidifies in a predetermined shape and size, an ejection mechanism releases it.
One of the instrumental components of the injection molding process is the injection molding gate. For the molding product developer, delivering the best injection molding service requires an in-depth understanding of injection molding gate types.
We present this plastic design guide sub gates, which introduces popular gates and discusses design considerations for injection molding gates.
What is a Injection Molding Gate?
An injection molding gate is a passage for molten plastic. It is a narrow channel between the mold cavity and the manifold that allows the molten plastic to pass. Its specific role is to regulate the movement, flow rate, and pressure of the molten plastic. Given these basic roles, the design of the gate type in injection molding can impact the quality of the final product.
The gate is part of the larger plastic injection molding system that performs these steps during molding:
· Clamping
· Injection
· Cooling
· Ejection
Injection molding gates are available in different sizes, shapes, and placements. More on these variations is in a later section of the guide.
Why Injection Molding Gate Design is Important
The type of injection molding gate notwithstanding, the injection molding gate should be properly designed. Careful design ensures that gate placement, size, and number are perfect for optimized resin flow. With a professional injection molding gate design, you don’t have to worry about weld lines and flow marks on the part. A good gate design also enhances the visual appeal and strength of the product.
A wide range of issues may occur if the molding gate design is not up to standard. For instance, consider this: Every injection molding gate pressurizes molten plastic to enter a cavity. As the molten plastic passes through the gate, some issues may occur. Sometimes, a rethink of the gate design is inevitable.
Overheating and jetting are some of the most popular of these issues:
Overheating
If the plastic passes through the gate at a high speed, the resulting heat can be too much for the molecular bonds in the resin.
The designer may be prompted to incorporate a design for a slower speed. Note that reducing the speed too much can also impact process performance. Slow injection molding speed results in poor mechanical strength for the component. It can also affect the bottom line negatively through reduced cycle times.
How do injection molding experts counter this challenge? They may apply multiple gates, among other interventions.
Jetting
Jetting in injection molding is a phenomenon whereby the molten plastic sprays into the cavity instead of flowing smoothly. It occurs due to a pressure drop in a small injection molding gate. This problem results in “worming” (some form of part distortion). To prevent this design issue, the product developer should enlarge the gate or reduce the pressure.
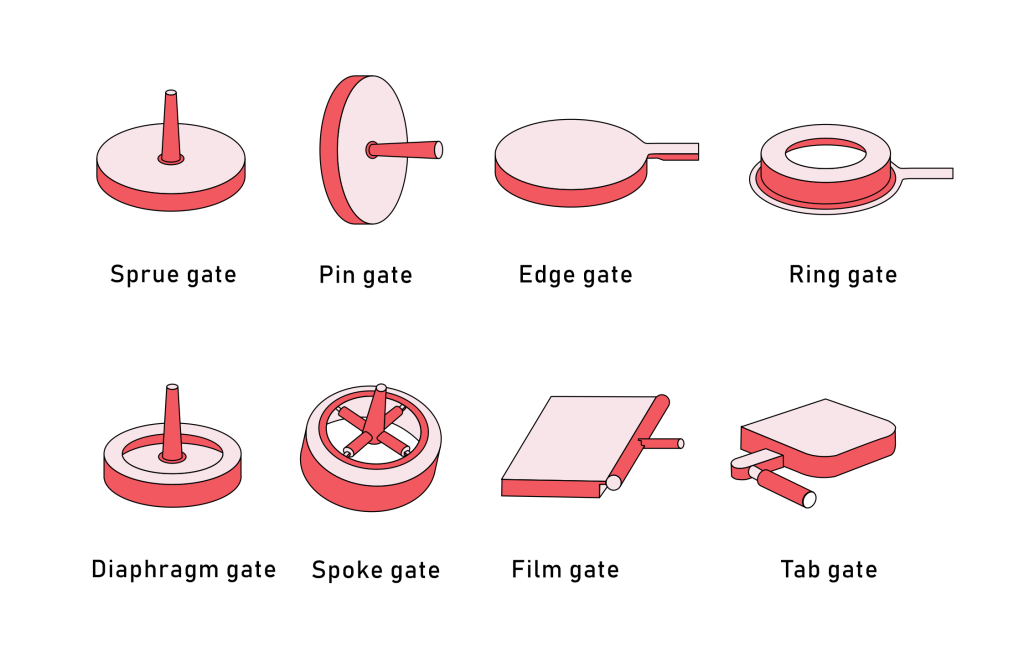
Types of Injection Molding Gates
There are different types of injection molding gates, and each presents pros and cons. Here are common types of gates:
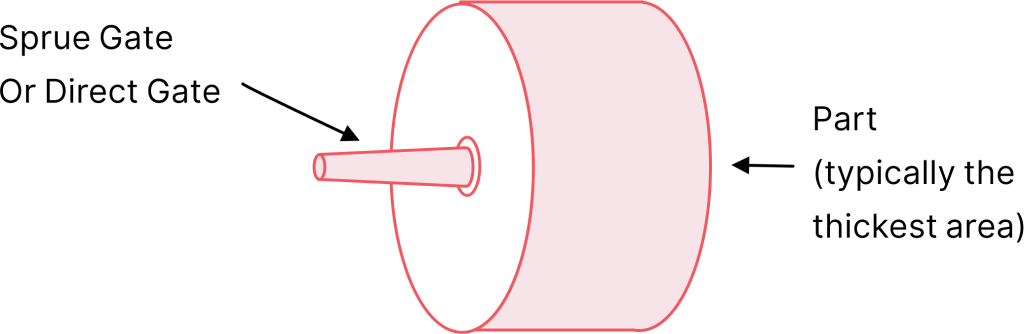
Direct or Sprue Gate
The direct sprue gate is a basic and conventional type of injection molding gate. It has a slight taper and circular cross-section. Its connection with the molded part is at the biggest cross-section.
Some people consider it a non-gate because it has a sprue that connects directly to the cavity. Plastic designers associate this gate type of injection molding with significant tensile stresses. Gate marks on the part may also be a challenge.
Despite this drawback, the direct sprue gate is preferable for non-aesthetic plastic parts where single cavity molds are enough.
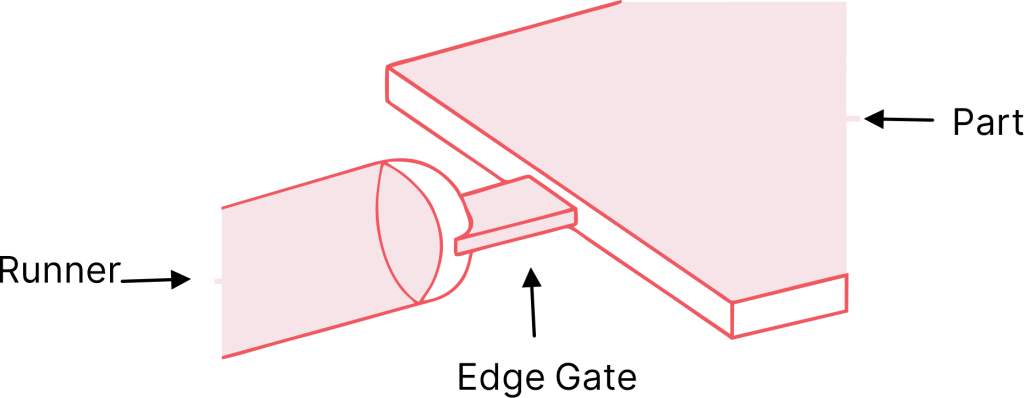
Edge Gates
This gate type in injection molding is located at the edge of the component (as the name suggests). The gate works best with flat components of medium or thicker cross-sections. The resulting gate freeze is longer, meaning that the molten plastic has enough time to flow into the cavity.
Edge gate is simple to design so it makes the injection molding process cost-effective. When modifications are required, this edge gate comes in handy. For these characteristics, the edge gate for injection molding is common in plastic manufacturing.
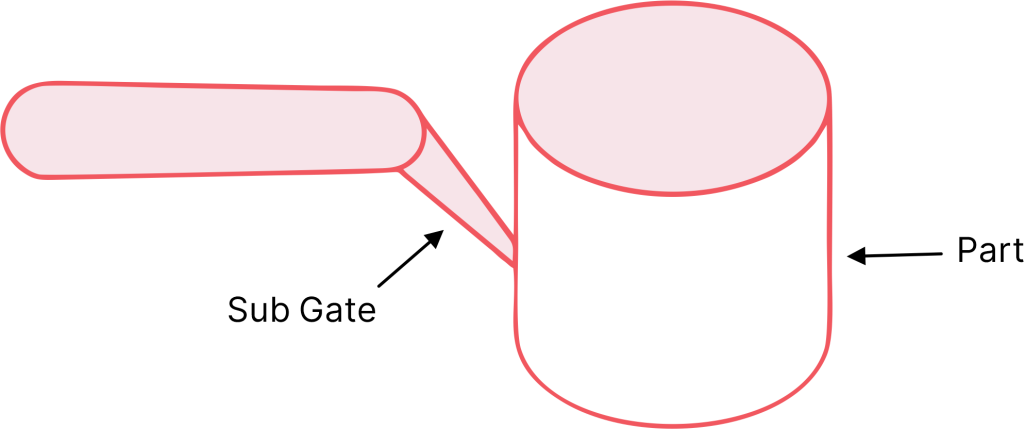
Submarine Gates
This gate acquired its name from the fact that it is located just underneath the parting line. The two-plate mold designs usually employ this gate type. Product developers often use them to manufacture small parts for electronics, automotive, and elsewhere. This is mostly for aesthetic characteristics.
Since the submarine gate in a mold is typically small, it is easy to shear away at the end of the mold cycle. The gate is synonymous with injection molding processes that require automatic trimming of the gate. Given its small size, the sub gate leaves a minimal mark when trimmed off, so it is easier to conceal.
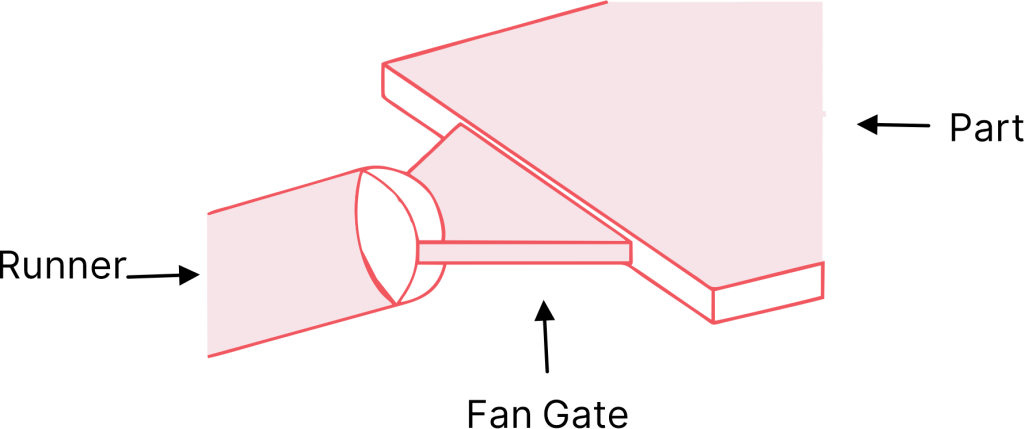
Fan Gates
Like the edge gate, the fan gate attaches to the part at the parting line and has to be removed manually. A notable difference is the fan shape as the gate opens into the cavity.
Akin to a river spreading towards a delta, the resin in fan gate injection molding spreads out creating a fan shape. Given the relatively large cross-section of this gate, the mark on the part is sizable.
Use this type for larger parts or delicate mold sections that require instant filling. The wider cross-section of the gate allows molten plastic to flow into the cavity. The gate may not affect the final appearance of the part because it is usually placed in the hidden section of the part.
This gate may not be the best for complex geometries because of the possibility of uneven filling.
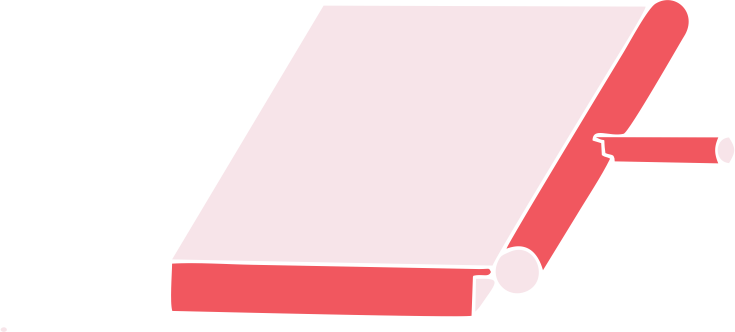
Film Gate
A film gate (also known as a flash gate) is a specialized type of injection molding gate used for thin-walled parts or large, flat surfaces. It involves a wide, thin opening that allows molten plastic to flow into the mold cavity, resembling the shape of a film or sheet.
Shape: A long, narrow rectangular opening.
Location: Typically along the edge of the part.
Material Flow: Distributes the plastic evenly across a broad area to reduce stress and warping.
Tab Gates
The tab gate is another variation of the edge gate. A notable feature of this gate is a wall thickness similar to that of the runner. The gate is well suited for thin flat parts because it helps minimize sheer stress within the mold cavity.
From its design, the auxiliary tab carries all the sheer stress that the area around the tab gate generates. This tab is cut off when the molding process is 1complete
Pin Gates
The pin gate is a tiny pin of 0.5mm to 2mm in diameter. This pin controls the movement of molten plastic into the cavity. It is typically attached to the part’s edge.
Pin gate injection molding is renowned for its high-quality surface finish on the part. Therefore, this type of injection molding gate could help minimize the need for finishing processes. Apart from a quality surface finish, this injection molding gate offers faster cycle time and less wastage.
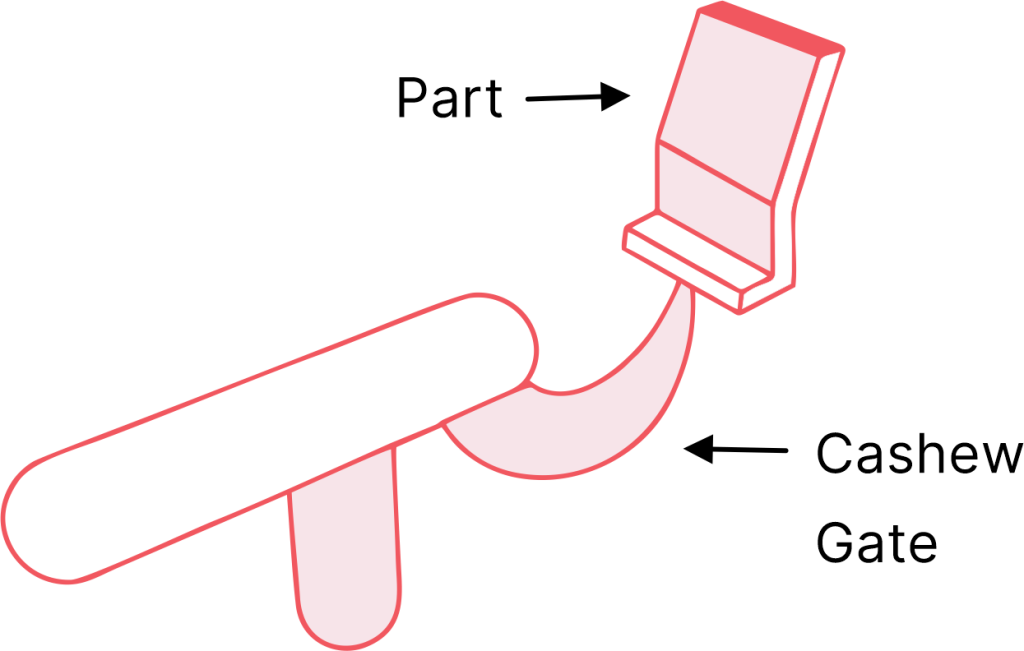
Cashew Gate
A cashew gate (sometimes called a banana gate or a curved tunnel gate) is a type of injection molding gate designed with a curved, arc-shaped path. It is primarily used for automated gate removal, ensuring the gate separates cleanly from the molded part during ejection.
Shape: A curved gate resembling a cashew or banana.
Placement: Typically located below the parting line of the mold.
Functionality: The curved path allows the gate to shear off automatically when the molded part is ejected.
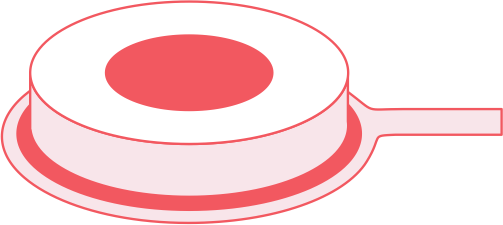
Hot Tip Gates
For round and conical-shaped parts, most product developers prefer to use this type of injection molding gate. Usually, it is located atop the part. It is designed for direct delivery of the molten material to the part. You will know hot tip gate injection molding was used from a small raised mark on the part’s surface.
Hot Runner Thermal Gate
It is an advanced method of introducing molten plastic into the mold cavity without the need for a conventional cold runner system. The hot runner system consists of heated channels that deliver molten plastic directly from the injection molding machine’s nozzle to the mold cavities.
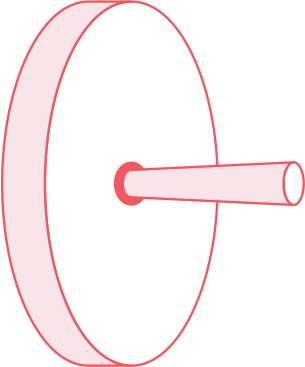
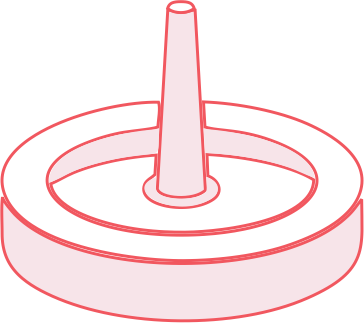
Diaphragm Gate
A diaphragm gate is a specialized type of injection molding gate used for hollow or cylindrical parts. It distributes molten plastic evenly around a central core or insert, ensuring uniform flow into the mold cavity. This type of gate is particularly effective for parts where concentricity and symmetry are crucial.
Shape: Circular or ring-shaped gate that surrounds the central portion of the part.
Placement: Typically located at the base of a hollow part, around a core pin or mandrel.
Functionality: Ensures balanced flow of molten material into the cavity.
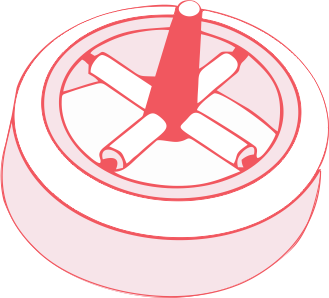
Spoke Gates
The other name for the spoke gate is the four-point gate. It is so shaped for the effective manufacturing of tubular plastic parts. Usually, this gate type in injection molding features four gates spread at right angles to each other. These gates are between 1.6 and 6.4 mm wide, and 0.8 and 4.8 mm thick.
Ring Gate
In this type of injection molding gate, the molten plastic first flows and fills the core, then fills the mold in a tubular manner. The ring gate is synonymous with the manufacture of cylindrical parts that require support at both ends. Its thickness is between 0.25 mm and 1.6mm. The design of the gate is such that the inner dimensions are more accurate than the outer ones.
Design Considerations for Injection Molding Gate
Being the transition area to the mold cavity from the runner system, the injection molding gate is a critical component of plastic design. The shape and location of the gate determine the appearance and properties of the part.
It is therefore important that the plastic melt fills the cavity evenly and fast enough. Here are a few points that we recommend for a proper injection molding gate design:
Gate Size
The gate size affects not only the movement and settling of the melt in the cavity but also the ease of its detachment from the part. Its impact on plastic production costs can be significant.
Experienced designers can determine the gate size by rule of thumb. They follow some basics, for instance, the part typically has a larger cross-section than the injection molding gate. The size of the runner is also usually larger.
Of utmost importance is to ensure that the gate is neither oversized nor undersized. Oversizing causes a pressure drop and possible distortion of the part. An undersized gate is linked to flow resistance and a poorly filled mold cavity.
Gate Location
The gate location is an essential variable in injection molding design. The quality of the finished part is significantly affected by this variable. Gate placement affects plastic flow characteristics into the mold cavity.
With proper gate placement, designers can easily control over-pack, weld lines, and related part defects. Therefore, one can improve their part quality with the optimum location of the injection molding gate.
In our designs, we always incorporate the following tips when considering the location of gates in injection molding:
Place the gate where it will be easy for automatic or manual removal
Avoid placing the injection molding gate near features that tend to obstruct flow, for instance, pins and cores. Placing the injection molding gate location close to these obstructions can lead to the formation of weld marks.
For the avoidance of voids and sinks, locate the gate where the cross section is the thickest
Locate the injection molding gate at the least important (non-cosmetic and non-functional) section
You might need to put more gates for thin-walled parts to ensure that these parts get adequate molten plastic at a given cycle time.
These gate placement tips for plastic injection molding help ensure the strength of the finished part. Gate location can also impact the aesthetic appeal of the part.
Number of Gates
This is an equally critical design consideration for quality injection molding gates. The number of gates can affect the cost, quality, and time taken to produce the part.
For larger plastic parts, one injection molding gate may not be enough. In such instances, the designers may decide to incorporate multiple gates. The alternative to multiple gates is a larger gate, whose results can be undesirable. Increasing the number of gates can also help counter the problem of bottlenecks at thin cross-sections of the injection molding machine cavity.
In summary, here are some factors to consider for the ideal number of gates:
Production requirements
Part geometry
Part size
Material characteristics of the part
Part Shape and Finish
Each plastic injection molding gate suits a particular part shape and finish. This is because the gates have different controls over plastic flow. For example, a funnel gate may be applicable for a simple rough part, but not a tiny smooth one.
Therefore, finding a gate that fits both of these requirements requires balance. Sometimes, you will achieve the required shape but not the finish. In that case, you can opt to sand the part or apply other forms of finishing once the molding process is complete.
Conclusion
From our coverage of types of injection molding gates and considerations for injection molding gates, have you noticed something? Smaller gates tend to provide a lower flow rate as compared to larger gates.
Higher flow rates with smaller gates are only achievable with higher injection pressure. This is not always possible because there are limitations of pressure that a machine can achieve. Such dynamics make the input of an experienced part manufacturer likeAria Manufacturing Limited necessary.
In our many years of injection molding operations, we’ve come across numerous plastic injection molding gate types. We had to redesign some to get the perfect ones. We are ready to share this experience and provide the most insightful injection molding service. Start an injection molding quote today!