




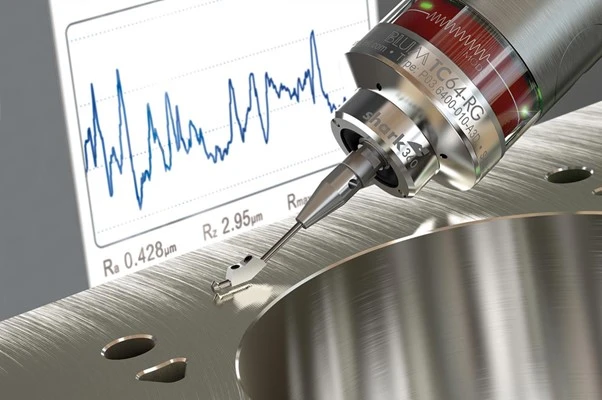
What is Surface Roughness: Symbols Chart & Measurement Method
Surface roughness plays a critical role in mechanical engineering, machining, and many other disciplines, but it might be hard to understand for those without experience

Types Of Polishing
There are different types of polishing for different materials. The polishing types include mechanical polishing, chemical polishing, electropolishing, and nano polishing. These polishing methods refine

Hot Stamping Explained: Everything You Need to Know
Have you ever picked up a book with a shimmering, metallic title that catches the light just right, or a luxurious perfume package with a