Anodizing is the oxidation of a metal in an electrolyte, resulting in the formation of an oxide coating on the metal surface.
It is one of the key methods in metal surface finishing, falling under the category of surface coating processes. It is particularly widely used for aluminum and its alloys.
What is Aluminum Anodizing?
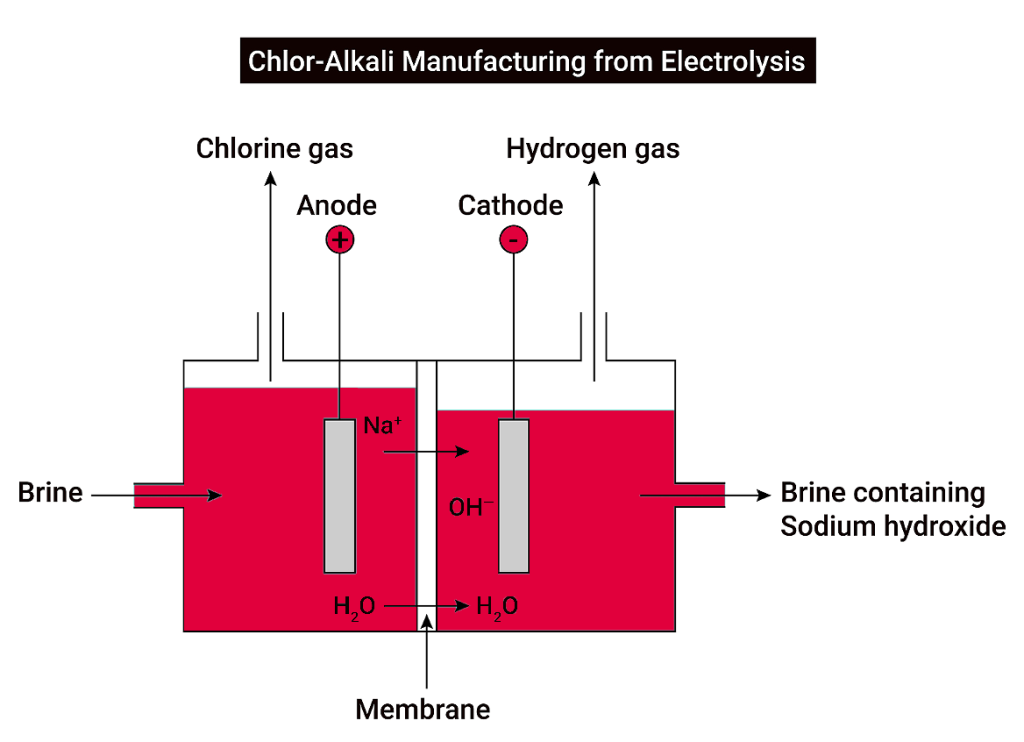
Aluminum anodizing involves the formation of an oxide layer on the surface through the application of electric current. During the electrolysis process, hydroxide ions (OH⁻) in the electrolyte release electrons at the anode, forming water and nascent oxygen.
This nascent oxygen then reacts with the aluminum, creating a thicker layer of aluminum oxide (Al₂O₃).
Aluminum parts are anodized, then colored and sealed to become dyed products and have the characteristics of hard wear resistance and high corrosion resistance.
Aluminum Anodizing Flow
#1. Fixed Aluminum part:
The workpiece must be securely mounted on the rack to ensure good electrical contact. Industrially, various pre-made racks, typically made of titanium or aluminum, are used for this purpose.
#2. Degreasing:
Aluminum parts often accumulate oils, abrasives, dust, and other contaminants during processing, which can hinder conductivity. These contaminants must be removed through pre-treatment.
#3. Rinsing:
#4. Alkaline Treatment:
Immerse the parts in a 37.5% sodium hydroxide (NaOH) solution for 1–3 minutes.
#5. Rinsing:
#6. Acid Treatment:
Soak the parts in a 10% nitric acid (HNO₃) solution for 3 minutes to remove residual substances after the alkaline treatment.
#7. Anodizing:
Use a sulfuric acid electrolyte with a specific gravity of 1.125–1.140 (concentration approximately 16.5–18.0%). Control the electrolyte temperature between 12–25°C and maintain the voltage in the tank between 12–20V. The anodizing process typically lasts 30–40 minutes.
#8. Rinsing:
#9. Coloring:
Dyes are categorized into inorganic and organic types, with organic dyes being more widely used in industrial applications. Coloring can be done using single-color or multi-color techniques.
#10. Sealing:
After coloring, rinse the aluminum parts thoroughly and immediately immerse them in distilled water at 90–100°C for 30 minutes. This boiling process creates a uniform, pore-free surface, forming a dense oxide layer that traps the dye within the anodized film.
Working principle of aluminum anodizing
After undergoing anodizing, the surface of aluminum components forms a porous oxide layer capable of adsorption.
This layer can chemically bond with organic dyes or inorganic pigments through covalent bonds, hydrogen bonds, or other types of chemical interactions, resulting in the formation of colored complexes.
This process imparts vibrant and durable coloration to the aluminum surface.
Sealing Principle in Anodizing
Sealing is a critical post-treatment step in the anodizing process. Its primary purpose is to close the pores in the oxide layer, transforming it into a non-adsorptive surface or to infuse specific substances into the pores to modify or enhance the properties of the oxide layer.
The sealing process involves the dissolution of oxides and hydroxides, which then re-deposit within the pores, or the deposition of other materials to form a dense and functional surface.
Chemical Reaction
The sealing process can be represented by the following chemical reaction:
Al₂O₃ + H₂O → Al₂O₃‧H₂O
This reaction results in the formation of hydrated aluminum oxide, which contributes to the sealing of the pores.
Key Effects of Sealing
Elimination of Adsorption:
After sealing, the oxide layer loses its porous structure, becoming non-adsorptive and preventing the uptake of contaminants or dyes.
Enhanced Durability:
The sealed surface exhibits improved resistance to wear, abrasion, and mechanical damage.
Increased Thermal Stability:
The sealed oxide layer can withstand higher temperatures without degradation.
Improved Insulation Properties:
The dense, sealed surface enhances electrical insulation, making it suitable for applications requiring dielectric properties.
Sealing Methods
Hot Water Sealing:
The anodized part is immersed in hot water (typically near boiling temperature), causing the hydrated aluminum oxide to form and seal the pores.
Chemical Sealing:
Specialized sealing solutions (e.g., nickel acetate) are used to deposit compounds within the pores, enhancing corrosion resistance and other properties.
Steam Sealing:
Steam is applied to the anodized surface, promoting the formation of hydrated aluminum oxide and sealing the pores.
Types Of Anodized Aluminum
Aluminum anodizing can be divided into Chromic Acid Anodizing, Sulfuric Acid Anodizing and Hardcoat Anodizing.
Anodized Type I: Chromic Acid Anodizing
Type of anodizing process that uses chromic acid as the electrolyte solution.
Specialized steps for Type I anodizing:
Pre-treatment: The metal is then immersed in a chromic acid solution, which removes any residual oil or oxide layer that might interfere with the anodizing process. This step is critical for proper adhesion of the anodized layer.
Anodizing: The metal object is then immersed in a bath of chromic acid electrolyte solution. An electric current is passed through the solution, causing a thin layer of aluminum oxide to form on the surface of the metal.
Rinse: After anodizing, the metal object is thoroughly rinsed with water to remove any excess chromic acid solution
Coating Thickness: Approximately 10 μm.
Anodized Type II: Sulfuric Acid Anodizing
Sulfuric acid anodizing, is the most common type of anodizing process used for anodized aluminum part.
Specialized steps for Type II anodizing:
Anodizing: The metal object is then immersed in a bath of sulfuric acid electrolyte solution. An electric current is passed through the solution, causing a thick layer of aluminum oxide to form on the surface of the metal. The thickness of the anodized layer can be controlled by adjusting the time and voltage of the anodizing process.
Dyeing (optional): If desired, the anodized layer can be dyed by immersing the object in a dye solution. The dye is absorbed into the porous anodized layer, creating a range of colors on the surface of the metal.
Rinse: After anodizing, the metal object is thoroughly rinsed with water to remove any excess sulfuric acid solution.
Coating Thickness: 2.5–30 μm.
Operating Conditions: Voltage 12–22 V, current density 260 A/dm².
Anodized Type III: Hardcoat Anodizing
Hardcoat anodizing or hard anodizing, is a specialized anodizing process that creates a thick, dense, and extremely hard anodized layer on the surface of the metal.
Specialized steps for Type III anodizing:
Anodizing: The metal object is then immersed in a bath of sulfuric acid electrolyte solution, which is typically much colder and more concentrated than that used in Type II anodizing.
An electric current is passed through the solution, causing a thick and dense layer of aluminum oxide to form on the surface of the metal. The thickness of the anodized layer can be controlled by adjusting the time and voltage of the anodizing process.
Post-treatment: After anodizing, the metal object is typically subjected to a post-treatment process, which can include sealing the anodized layer, dyeing the anodized layer, or applying a lubricating coating to the surface of the anodized layer.
Coating Thickness: 50 – 150 μm.
Operating Conditions: Voltage 20–60 V, current density 2–5.5 A/dm².
Uses: Ideal for demanding applications such as pistons, cylinders, cylinder liners, hydraulic components, turbine parts, valves, gears, firearm components, clutches, and brake discs.
Other Electrolytes and Their Applications
Phosphoric Acid Anodizing Electrolyte:
Application: Primarily used in electroplating to create a highly porous surface, enhancing coating adhesion.
Boric Acid Anodizing Electrolyte:
Application: Mainly utilized in the production of capacitors.
Oxalic Acid Anodizing Electrolyte:
Application: Produces a yellow oxide layer that is harder than those formed in traditional sulfuric acid baths.
Application: Yields bronze, gold, gray, and black anodized coatings. These coatings are denser and harder compared to those produced by traditional sulfuric acid baths.
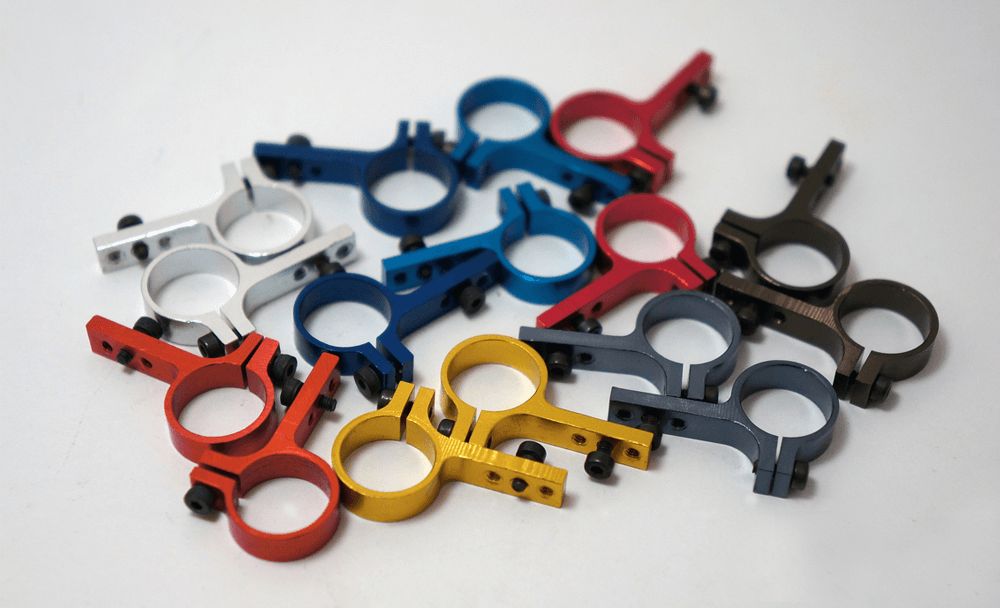
Common Color Options For Anodizing
Clear or Natural
This is the color of the uncolored anodized layer, which is typically a light gray or silver color.
Black
Black anodized aluminum is achieved by using a combination of nickel acetate and a hot water seal.
Gold
Gold anodized aluminum is achieved by using a tin-sulfate based electrolyte and a hot water seal.
Red
Red anodized aluminum is achieved by using a combination of nickel acetate and a red dye.
Blue
Blue anodized aluminum is achieved by using a combination of nickel acetate and a blue dye.
Green
Green anodized aluminum is achieved by using a combination of nickel acetate and a green dye.
Purple
Purple anodized aluminum is achieved by using a combination of nickel acetate and a purple dye.
Common Applications For Anodizing
Aerospace
Anodizing can improve the wear resistance and thermal stability of the material, making it well-suited for use in aircraft components such as wing skins, fuselage frames, and landing gear.
Automotive
This process can provide a decorative and durable finish that resists scratches, dents and corrosion, while also improving the overall look and value of the vehicle. It is commonly used in engine parts, wheels and trim parts.
Architecture
Anodizing can provide a long-lasting and low-maintenance finish that is resistant to weathering, UV radiation, and corrosion, while also offering a wide range of color and texture options. It is commonly used in architectural applications such as building facades, window frames, and roofing systems.
Electronics
Anodized coating can provide a thin and lightweight layer of protection that is resistant to scratches, wear, and corrosion, while also enhancing the appearance and tactile feel of the device.
It is used in many electronic devices, including smartphones, tablets, and laptops, as a protective and decorative coating for metal housings and components.
Sporting Goods
Due to its lightweight, durable, and corrosion-resistant properties. Anodized surface finishes is used in many sporting goods applications, including bicycles, fishing reels, and firearms.
What Materials Can Be Anodized?
Aluminum and its alloys are the most anodized metals due to their high strength-to-weight ratio, good corrosion resistance, and ability to form a dense and stable oxide layer during anodizing. Some common aluminum alloys that are anodized include 6061, 6063, and 7075.
Magnesium can also be anodized, but the process can be more challenging due to the reactivity of the metal and the potential for the formation of an unstable oxide layer. Titanium is another metal that can be anodized, but the process is typically more complex and expensive than anodizing aluminum due to the properties of the metal.
In general, the ability to anodize a metal depends on its ability to form a stable oxide layer during the anodizing process. Other factors that can affect the anodizability of a metal include its composition, surface finish, and any pre-existing surface treatments or coating
Advantages of Anodizing aluminum parts
Anodizing aluminum parts offers several advantages, making it a popular choice for various applications.
Corrosion Resistance:
The oxide layer formed on the metal is more stable than the base metal itself, providing superior corrosion resistance.
Wear Resistance:
Anodized surfaces exhibit excellent wear resistance, making them ideal for applications such as gears, pistons, and turbine blades.
Adhesion Properties:
Aluminum, after anodizing, becomes suitable for electroplating. The anodized surface consists of a discontinuous aluminum oxide layer with numerous pores.
In a phosphoric acid plating bath, these pores become conductive, enabling electroplating. Additionally, the porous structure enhances adhesion through mechanical interlocking.
Electrical Insulation:
The anodized layer offers excellent electrical insulation and can withstand high temperatures without degradation, making it valuable in the capacitor industry.
Emissivity and Reflectivity:
Anodized surfaces are utilized in aerospace, electronics, and other industries for their thermal and optical properties, including heat emission and light reflection.
Photosensitive Applications:
The porous nature of the anodized surface allows for the impregnation of photosensitive materials, creating a surface that functions similarly to photographic film.
Decorative Finishes:
By combining various aluminum alloys with pre-treatment processes and anodizing systems, durable and aesthetically appealing decorative surfaces can be achieved.
What is Difference Between Anodizing And Electroplating?
Electroplating and anodizing are both surface treatment processes used to improve the properties of metals.
Process
Electroplating is a process that involves applying a thin layer of metal to a metal object by electrochemical deposition, while anodizing is a process that involves creating a thick and porous layer of oxide on the surface of a metal object by electrochemical oxidation.
Materials
Electroplating can be used on a wide range of metals, including gold, silver, copper, nickel, and zinc, while anodizing is typically used on aluminum and its alloys.
Properties
Electroplating can be used to improve the appearance, corrosion resistance, and wear resistance of a metal object, while anodizing can also improve these properties, but it can also provide additional benefits such as electrical insulation and increased lubricity.
Thickness
The thickness of the electroplated layer is typically much thinner than that of the anodized layer, which can range from a few microns to several tens of microns.
Cost
Electroplating is generally less expensive than anodizing, but the cost can vary depending on the type of metal being plated, the thickness of the plating layer, and other factors.
FAQs
Q: Does plastic parts can be anodized?
A: Short Answer: No
Although, plastic can look to be electroplated dependent on the plastic material,
There are some techniques that are sometimes referred to as “plastic anodizing”, such as plasma electrolytic oxidation (PEO), which can be used to create a hard and wear-resistant surface layer on some types of plastic materials. However, these processes are not true anodizing processes and are considered separate surface treatment techniques that are specific to plastics.
Q: Are Anodized surfaces Conductive?
A: Anodized surfaces are generally non-conductive. This is because the anodizing process involves creating a thin layer of aluminum oxide on the surface of the metal, which is an insulating material.
It is worth noting that anodized aluminum can be made conductive through the addition of conductive materials or coatings, such as a conductive polymer coating or a layer of conductive paint. However, this is a separate process from the standard anodizing process and requires additional steps and materials to achieve.