For a better understanding of the importance of plastic injection molding draft, it is worthwhile to review the basics of this manufacturing process, first. Molten plastic is injected into a mold or cavity to create a part.
Custom part ejection is an essential part of the injection molding process. Before the custom part is ejected, it is in close contact with the mold walls. Like any other interaction between two parts, there are strong contact stresses between the mold and the part. These stresses can be so strong that they can deform the custom part during ejection.
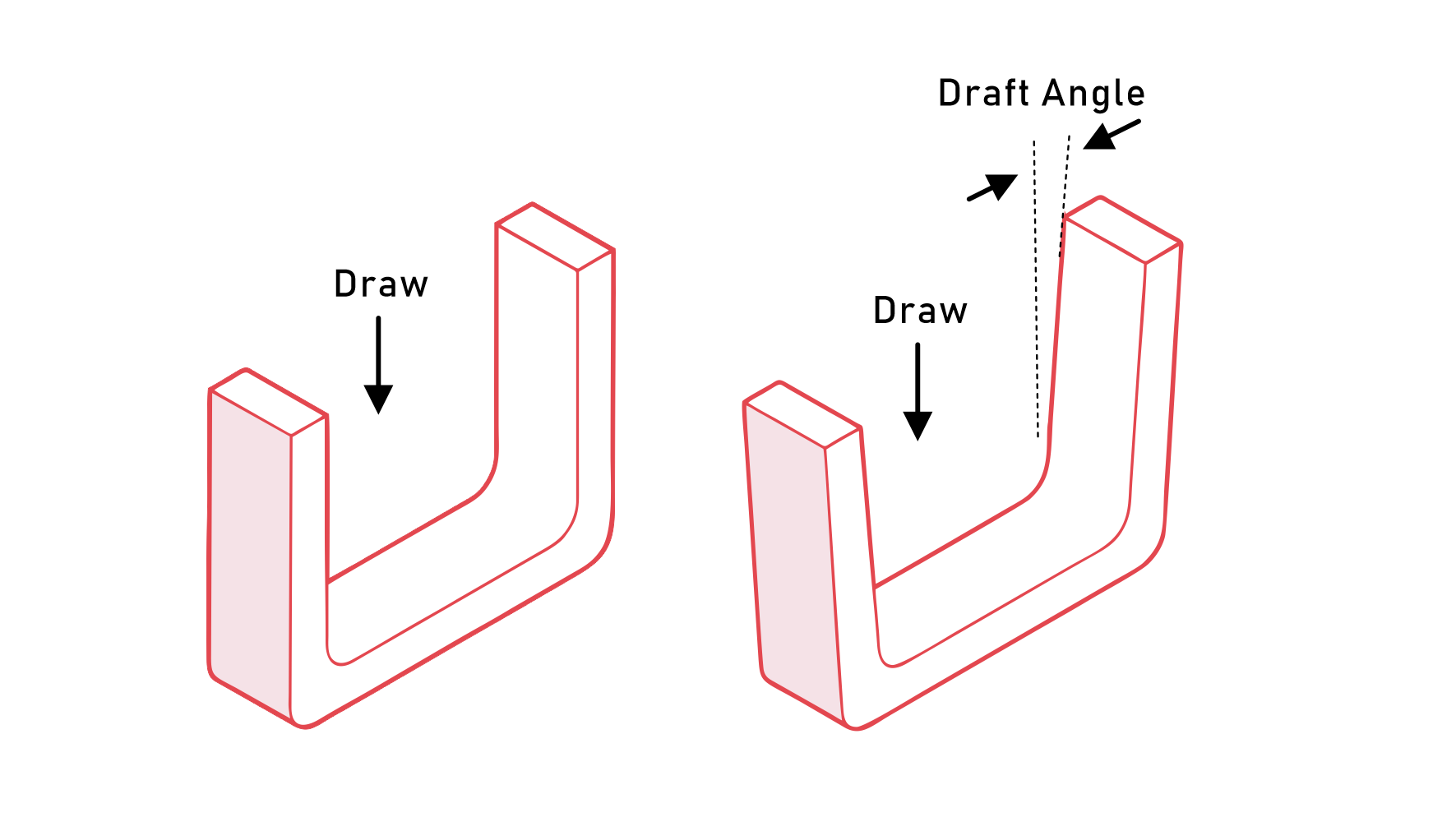
A draft angle is included in the design of the component so that the component can be removed from the mold without excess friction. As soon as the ejection process starts, the surfaces lose contact with each other. Therefore, the contact stresses are eliminated. Without the injection molding draft angle, there would be significant friction that affects the quality of the custom part.
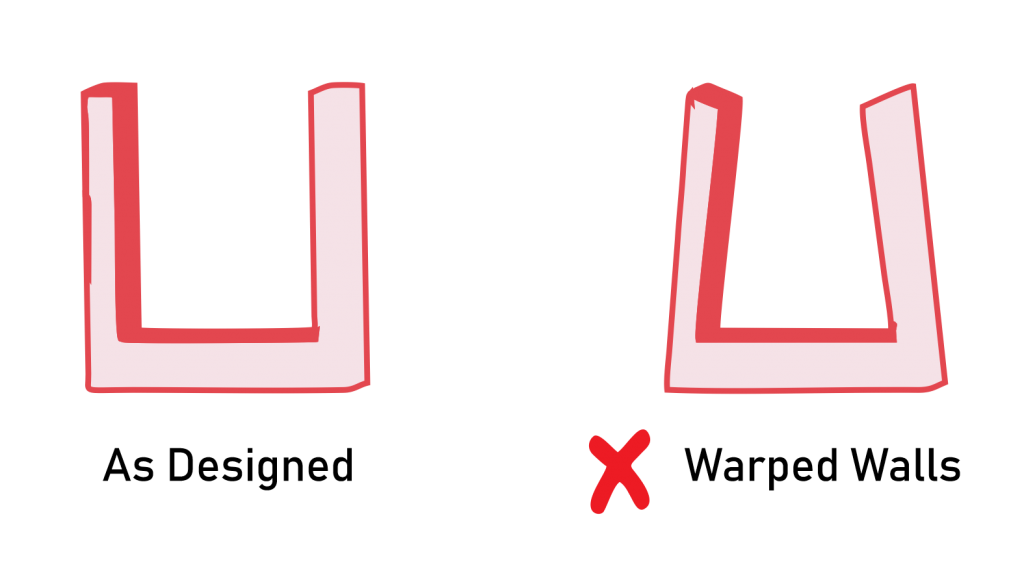
Apart from making the custom part release process easier, draft angles in injection molding minimize the chances of warping. Warping is a serious defect that is characterized by folding. When there is no draft angle, a vacuum may form in the space formed during custom part ejection. The deformation is undesirable because it can affect the functionality and aesthetics of the custom part.
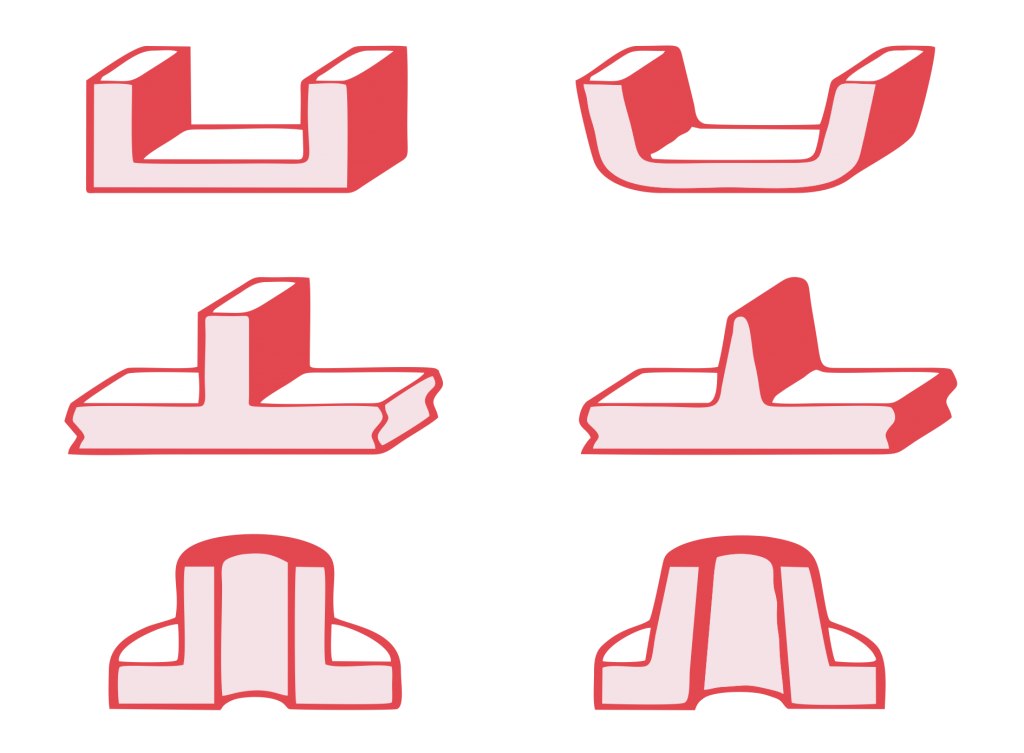
Injection molding draft angles are equally important for the surface finish of the custom part. Since the part doesn’t scratch against the mold wall, the integrity of its surface finish is largely maintained. As long as there is a balance between the draft angle and the surface finish requirements, this need can be met. For custom part surfaces that have protrusions or craters, an adequate draft angle ensures that these features are maintained.
Regarding manufacturing costs, injection molding draft angles can offer huge cost cuts. With draft angles, the custom parts emerge with minimal warps and surface problems. Therefore, the finishing cost for the manufacturer is minimal.