Tapped Hole vs Threaded Hole: What’s the Difference?
Written By:
Gavin Leo
Updated By: Gavin Leo
Published:
Updated
Share:
Table of Content
I have seen a single misspecified drawing callout cause three days of rework and one scrapped component. It came down to one word: “tapped” versus “threaded.”
Most engineers know the two are different. But ask someone to explain exactly where the line is, and things get fuzzy fast.
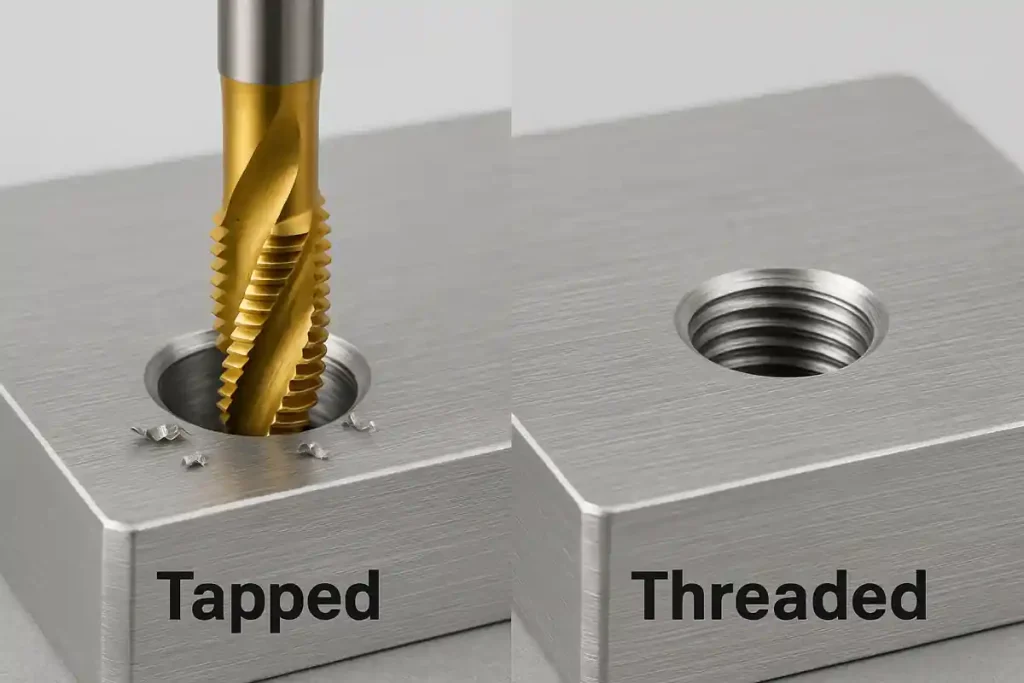
A tapped hole is always a threaded hole. But a threaded hole is not always a tapped hole.
“Tapped” describes the process. “Threaded” describes the result. On a drawing, that difference tells the machinist what tool to use, what tolerance to hold, and what the job will cost.
This guide explains both terms clearly so you can use them correctly and make the right call.
Key Takeaways
Tapped Hole
Threaded Hole
Definition
A threaded hole made specifically with a tap tool
Any hole containing internal threads, regardless of method
Thread mill, single-point lathe tool, die, tap, roll former
Engineering Symbol
Dashed circle with tap callout, e.g. M6 TAP
Thread symbol with tolerance class, e.g. M6x1.0-6H
Shape
Internal helical grooves cut into hole wall
Internal helical grooves by any method
Design Intent
Specifies the process: machinist must use a tap
Specifies the result: machinist chooses the method
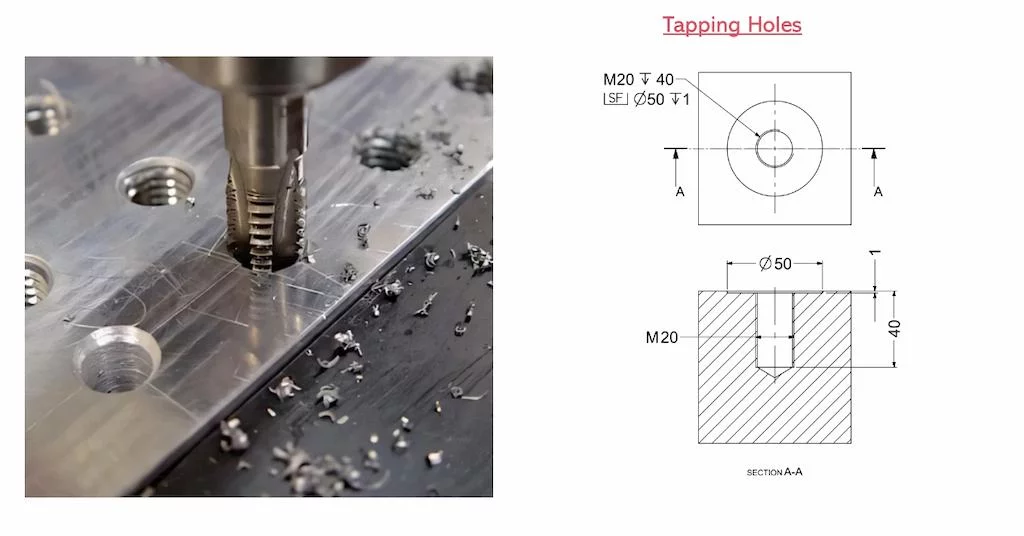
What Is Tapping?
Tapping is the process of cutting internal threads inside a pre-drilled hole using a hardened cutting tool called a tap.
The process goes like this: drill a pilot hole slightly smaller than the thread’s major diameter, select a tap matching your thread spec (M8×1.25, 1/4-20 UNC, whatever the drawing calls for), then rotate the tap into the hole. The cutting edges carve helical grooves into the wall, and you end up with a tapped hole ready to take a bolt or screw.
At Aria Manufacturing, it is one of the most common operations we run, particularly for aluminum and mild steel parts where speed matters.
Types of Taps
The type you reach for depends on hole geometry, material, and depth.
Taper Tap: Gradual lead over the first 7-9 threads. Easy to start by hand, good for through holes.
Plug Tap: The one most shops grab first. Handles through holes and blind holes with clearance at the bottom.
Bottoming Tap: Gets threads close to the very bottom of a blind hole. Use it after a plug tap, not instead of one.
Spiral Flute Tap: Helical flutes pull chips up and out as the tap advances. The right call for blind holes where chips have nowhere to go.
Forming Tap (Fluteless): Displaces material instead of cutting it. No chips, cold-worked threads, and measurably stronger than cut threads. Works well in aluminum, copper, and mild steel.
Gun Tap (Spiral Point): Pushes chips forward through the hole. Fast, clean, and reliable for through holes in production runs.
Anywhere you need fast, consistent internal threads in aluminum or mild steel, tapping is usually the answer.
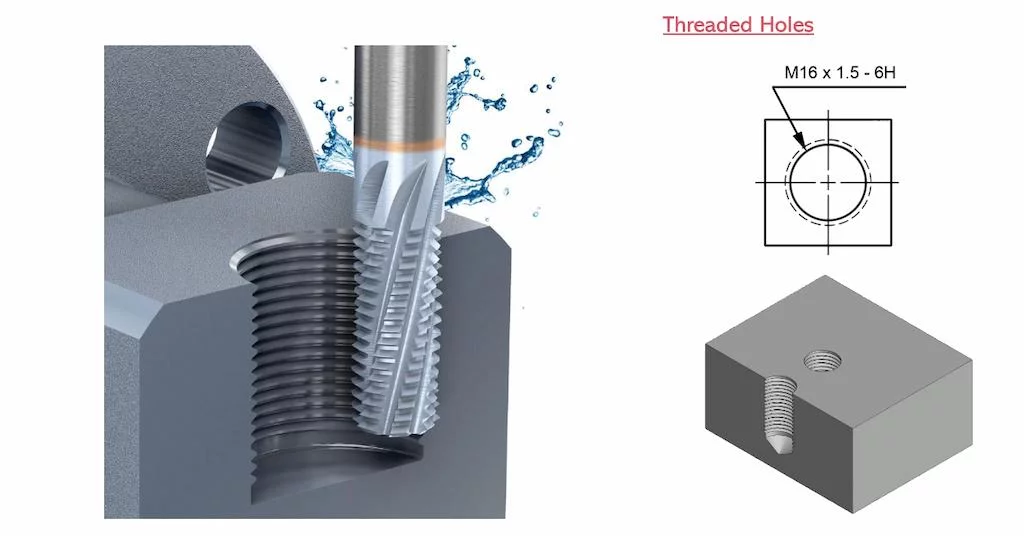
What Is a Threaded Hole?
A threaded hole is any hole with internal helical threads, regardless of how they were made.
When an engineer writes “threaded hole” on a drawing without specifying a method, they are telling the machinist: get me internal threads here, use whatever process makes sense. That one omission opens up a much wider range of options.
Types of Threaded Holes by Manufacturing Method
Thread Milling: A rotating cutter follows a helical toolpath. One tool covers multiple thread sizes by changing the CNC program. Good for hard materials, large diameters, and tight tolerances.
Thread Forming / Roll Forming: The tool displaces material rather than cutting it. No chips, stronger threads. Common in sheet metal and high-volume fastener work.
Single-Point Threading on a Lathe: One cutting tool, part rotating. Used for non-standard profiles and large bores that nothing else can handle.
Cast or Molded Threads: Formed during casting or injection molding. Common in plastic housings and die-cast aluminum where machining threads afterward would just add cost.
Threaded Inserts: Drill a smooth hole, install a Helicoil or Keensert. Creates a reliable threaded hole in soft or brittle material that cannot hold threads on its own.
Tapping: Covered above. One method among several.
Advantages
One thread mill: M4–M20 range
Left-hand, right-hand, internal, external
Adjustable fit via toolpath offset
Safer on high-value parts
Disadvantages
Slower than tapping on standard sizes
Needs 3-axis CNC with helical interpolation
Higher tooling cost upfront
More complex programming
What Is a Threaded Hole?
Aerospace: titanium brackets, landing gear fittings, anywhere a broken tap cannot be tolerated.
Die-cast and plastic parts where threaded inserts reinforce the base material.
Large-bore hydraulic fittings and valve bodies where rigid taps would be impractical.
Tapped Holes vs Threaded Holes: Key Differences
Speed
Tapping is faster for standard thread sizes. A rigid tap on a CNC machine completes a standard M6 thread in aluminum in under 5 seconds. Thread milling the same hole typically takes twice as long. On a run of 5,000 identical parts, that gap adds up to real cycle time.
It narrows when you factor in tool changes across multiple sizes, or time lost to a broken tap mid-job. In shops running many different thread sizes, thread milling can come out ahead because one tool covers everything.
Cost
A standard HSS tap runs $5–$20. A quality thread mill is $80–$300 or more. Tapping is cheaper upfront, no question.
Per-thread cost in aluminum favors tapping by a significant margin at volume. The tooling difference alone makes tapping the default choice for any high-volume run of standard thread sizes in soft material.
That math breaks down on high-value parts. A broken tap near the end of a four-hour machining cycle is expensive. At Aria, on stainless 304 or titanium, we almost always thread mill. Slower and pricier per hole, but we stop throwing finished parts in the bin.
Versatility
One thread mill covers a size range that would take six or eight taps to match. Left-hand threads, right-hand threads, internal and external from the same tool, threads at the very bottom of a blind hole. Tapping handles internal threads only, in the sizes you have in stock, with no way to adjust the fit afterward.
Materials
Material is often the deciding factor. Here is how the main threading methods stack up across common materials:
Material
Tapping
Thread Milling
Thread Forming
Recommended Approach
Aluminum
Excellent
Good
Excellent
Forming tap or tapping
Mild steel
Good
Good
Good
Tapping for volume
Brass / copper
Excellent
Moderate
Good
Tapping
Stainless 303/304
Moderate
Excellent
Poor
Thread milling
Stainless 316L
Difficult
Excellent
Poor
Thread milling
Hardened steel (>HRC 40)
Poor
Excellent
Very poor
Thread milling
Titanium
Moderate
Excellent
Poor
Thread milling
Cast iron
Good
Moderate
Poor
Cutting tap
Plastics
Moderate
Good
Poor
Threaded inserts
Die-cast aluminum
Moderate
Good
Good
Threaded inserts
Strength
Thread forming produces the strongest threads. Displacing material instead of cutting it creates a cold-worked surface with better grain structure and improved fatigue resistance.
In practice, thread strength almost never determines joint failure. The bolt grade and base material get there first.
Precision
Thread milling lets the machinist tune the fit. Offset the toolpath slightly to hit 4H, 5H, 6H — whatever the spec requires. Tapping lands somewhere in the 6H-7H range and stays there. Fine for most work, but there is no adjustment available once the hole is made.
What Is the Difference Between a Tapped Hole and a Clearance Hole?
A tapped hole grips the fastener. A clearance hole lets it pass through to a nut on the other side.
Most assemblies use both: clearance hole in the top plate, tapped hole in the component below. Getting these mixed up on a drawing is one of the more common errors I see from engineers early in their careers.
How to Read Tapped Hole Symbols on Engineering Drawings
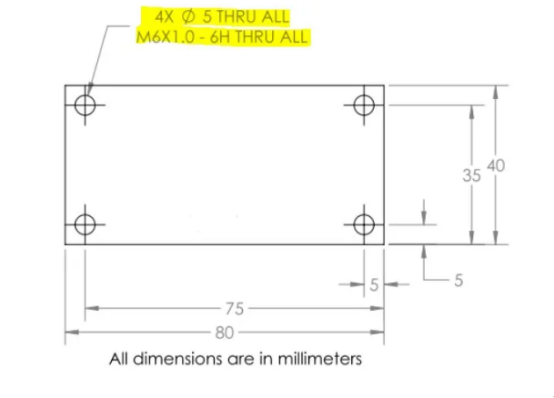
The image below shows a real engineering drawing callout for four M6 tapped holes on an 80×40mm plate.
4X Ø5 THRU ALL / M6X1.0 – 6H THRU ALL
4X — four holes of this specification
Ø5 — pilot hole diameter is 5mm (drill size before tapping)
THRU ALL — pilot hole goes through the full thickness of the part
M6 — metric thread, 6mm nominal diameter
X1.0 — thread pitch of 1.0mm
6H — internal thread tolerance class (general-purpose standard)
THRU ALL — threads also run the full depth of the part
Two callout lines are used here because drilling and tapping are two separate operations. The first line specifies the drill. The second line specifies the thread. The pilot hole (Ø5) is always slightly smaller than the thread’s nominal diameter (M6), and that remaining wall thickness is what the tap cuts into to form the threads.
The four holes sit 5mm in from each edge, giving a pattern of 75mm × 35mm center-to-center. All dimensions are in millimeters.
No. Every tapped hole is a threaded hole, but not every threaded hole is a tapped hole. “Tapped” describes the method; “threaded” describes the geometry.
A hole with internal threads made using a tap tool. A callout like M6 TAP tells the machinist to drill a pilot hole first, then cut threads with a tap.
Tapping creates internal threads using a tap. Threading is the broader term covering both internal and external thread creation by any method: dies, lathes, thread mills, roll forming. All tapping is threading, but not all threading is tapping.
In aluminum, EDM or chemical extractors can sometimes recover the part. In steel, EDM is usually the only option and it is slow and expensive. In the worst case, the part is scrapped. That is why tap breakage risk on high-value components matters far more than the tooling cost difference.
Gavin Leo is a content editor at Aria Manufacturing with hands-on experience in CNC machining, Injection molding, materials selection, and part design. Outside of work, he enjoys hiking and collecting mechanical watches.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.