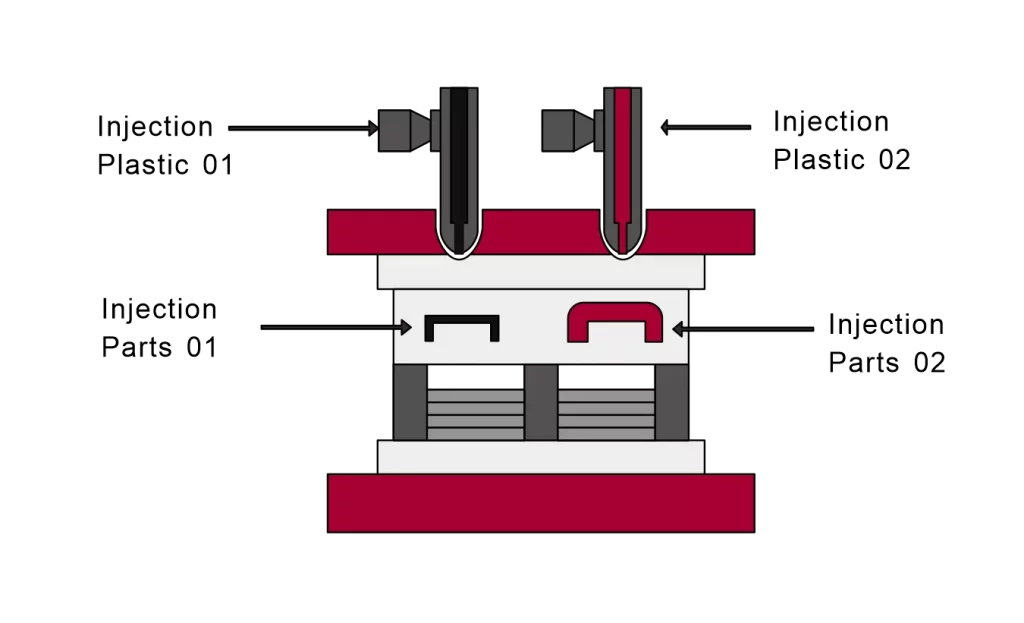
Double injection molding is a component with two plastic injections to achieve. The broad definition of double molding includes overmolding with double injection molding by an ordinary molding machine.
In the narrow sense, double injection molding refers to using a two-color injection molding machine, two different plastics in the same machine to complete the injection parts. The common is rotary.
The former does not require high equipment but low production efficiency. It is only applicable to the molding of soft and hard glue materials. At the same time, the latter has a good scope of application and product quality and high production efficiency, which is the current trend.