If you are in the business of manufacturing plastic parts, then you may have heard of low pressure injection molding. This is a process that has been gaining in popularity in recent years, due to its many advantages over traditional injection molding processes. In this blog post, we will discuss what low pressure injection molding is, and how it can benefit your business. Stay tuned!
Low pressure injection process is a kind of using lower pressure (0.15 4 mpa) will melt material injection mould and the encapsulation technology of the rapid curing, by the hot melt material excellent sealing and excellent physical and chemical properties to achieve insulation, heat resistance, impact resistance, anti-vibration, moisture-proof, waterproof, dustproof, the effect such as chemical corrosion resistance, good protection effect to the electronic components.
Low pressure injection molding is a process that is used to create plastic parts. The process uses low pressure and low temperatures, which helps to create parts that are durable and high quality.
It is often used for low-volume production runs, or when prototyping new products. Low pressure injection molding is less expensive than traditional injection molding, and it produces parts with a high degree of accuracy.
How does it works?
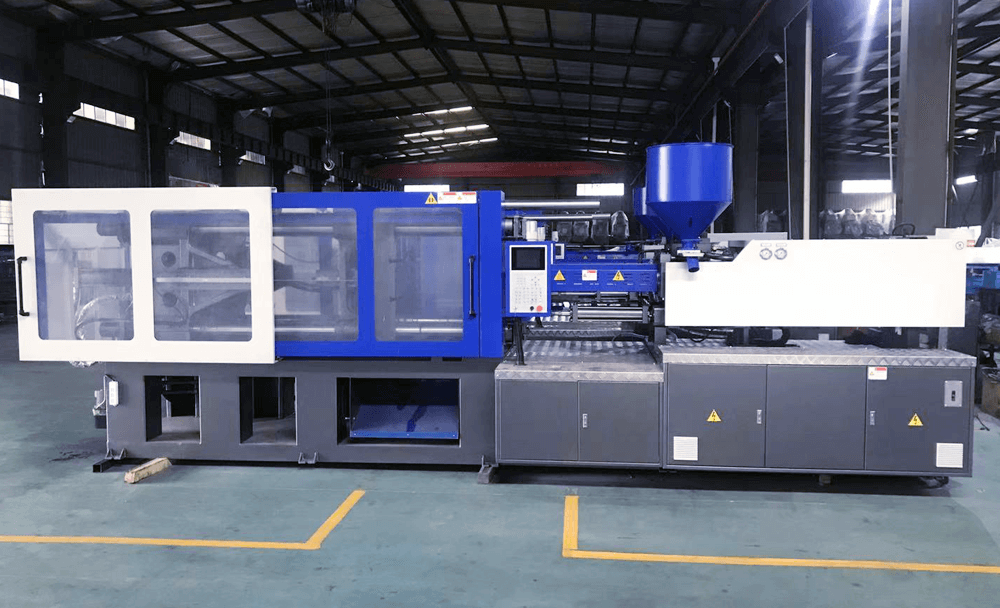
The low pressure molding process begins with a small amount of plastic material, called the “shot.” The cartridge is placed into the barrel heated by the injection molding machines, where it is melted. The molten plastic is then injected into a mold at low pressure. The low pressure helps to prevent the plastic from being forced out of the mold too quickly. Once the plastic has cooled and solidified, the part is ejected from the mold.
In low pressure molding, the plastic is injected into the mold at a low pressure. This low pressure allows for greater control over the injection process, and results in a more consistent final product. Low pressure molding also eliminates many of the defects that can occur with traditional injection molding, such as warping, voids, and sink marks.
What are the benefits of low pressure molding?
There are many benefits to low pressure molding, including:
Lower costs: Low pressure molding is less expensive than traditional injection molding, due to the lower pressures and temperatures that are used.
Greater accuracy: The low pressure process results in parts that are more accurate, with less defects.
Increased durability: Low pressure molded parts are more durable than those made with traditional injection molding, due to the low pressures and temperatures used.
Improved part quality: Low pressure molding results in parts that are stronger and have a higher quality finish.
As you can see, there are many benefits to low pressure molding. If you are looking for a more efficient and cost-effective way to produce plastic parts, then low pressure molding may be the right option for you. Contact a local low pressure injection molding company to learn more about this process, and get started on your next project!
“Aria Manufacturing Limited is the low pressure molding leader with over 10 years experience. We can help you select the right low pressure injection molding process for your needs.”
What are the drawbacks of low pressure molding?
There are a few drawbacks to low pressure injection molding, including:
Shorter cycle times:
Low pressure molding products has shorter cycle times than traditional injection molding, due to the lower pressures and temperatures used. This can be a benefit or a drawback, depending on your needs.
Higher initial investment:
Low pressure molding equipment can be more expensive than traditional injection molding equipment. This higher initial investment may be offset by the lower costs of production, however.As you can see, there are some drawbacks to low pressure molding.
Application of low pressure molding
The reduced pressure during low-pressure overmolding provides the ability to shape fragile components. The most obvious difference between low-pressure molding and traditional injection molding is injection pressure. The advantage of low injection pressure is that it is not easy to damage the parts that are wrapped or combined. At present, the main applications are as follows:
Auto parts such as door guard plate, column guard plate and wrap frame guard plate covered with skin (fabric, PVC fabric) are required.
The difference between low pressure molding and injection molding
The biggest difference between low-pressure molding and high pressure injection molding is the injection pressure. The pressure range of high-pressure injection molding is generally 350-1300bar, and the pressure range of low pressure molding systems is generally 1.5-40bar.
In addition, the difference between low pressure injection molding and high pressure injection molding has the following aspects
Processing temperatures:
High pressure injection in 230-300 ℃, low pressure injection temperature in 180-240 ℃.
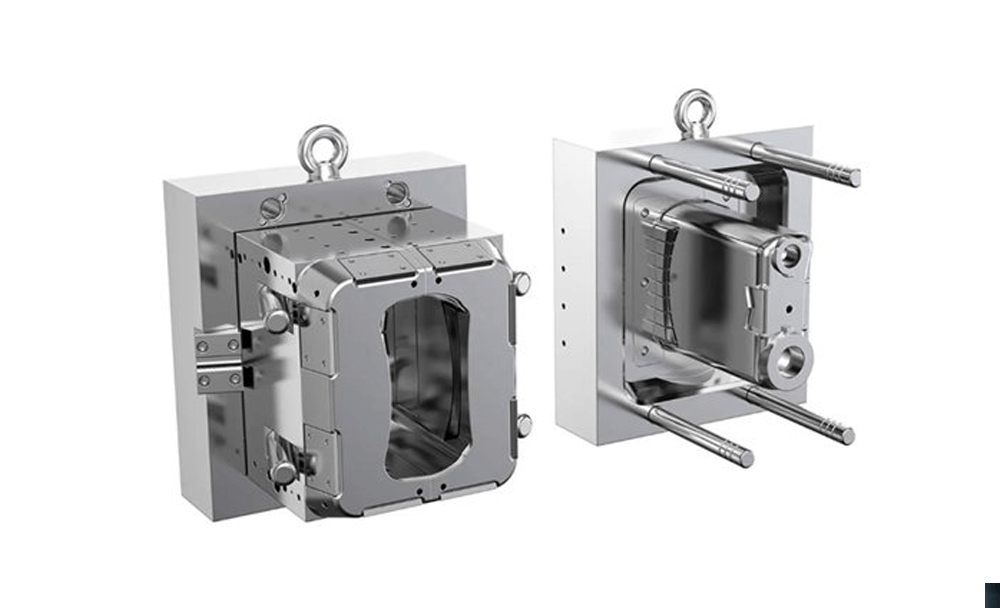
Injection mold:
High pressure injection molding force is large, the mold is steel, low pressure injection molding does not need a large tonnage of clamping force, the mold can be aluminum.
Raw materials:
High pressure molding material and product adhesion is poor, low pressure molding materials and product adhesion is good, waterproof sealing performance is strong.
Factors to be considered for low pressure molding
The low pressure molding process is well suited for low to medium volume production of parts with intricate shapes. In order to ensure the quality of the parts, there are a few factors that need to be considered:
Ductility and Tensivity of the Fabric
Due to the compression of the mold and the extrusion of the molten plastic, the longitudinal and transverse extensibility of the fabric is different, and the phenomenon reflected on the product is different. Among them, the most prominent problems are: seepage, breakdown, damage. That is to say, under the condition of constant mold state and constant process conditions, the characteristics of the fabric have a great impact on the quality of the product.
Fluidity of plastics
The index to evaluate the fluidity of plastic is: melt index MI value. It is well known that the flow of plastic on fabric is much slower than on smooth mold cavities, which is why fabric plastic injection molds have more gates than ordinary molds. And the slow flow speed is bound to affect the product’s other appearance problems, such as binding marks, lack of material, etc.
Common defects of low pressure molding process and improvement plan
Breakdown: The sharp Angle of the product is prone to breakdown, sharp Angle disposition surface with a gap, when the amount of material or speed increase after the hot melts plastic penetration from the gap. The wall thickness at the sharp corner is too thick to cause breakdown.
Permeable material: The corner of the product is prone to seepage, the temperature of the gate of the seepage part is too high, the temperature of the mold is too high, the amount of the gate of the seepage part is too much control.
Improvement Plan:
① The wall thickness at the sharp corner is too thick to cause breakdown, so the wall thickness at the sharp corner of the mold is relatively thinner to prevent fabric seepage or breakdown;
② Product prevention design, as far as possible to make the product surface smooth transition, reduce the step drop, avoid too urgent product turning;
③ Adjust the manufacturing process parameters, reduce the mold temperature and melt temperature, reduce the amount of plastic injection molding material, reduce the injection pressure, etc.
Shrinkage printing at the rubber mouth: Reduce the shrinkage, the gate to φ3, the length of the cold runner is 15 gate to increase cooling.
Lack of material: The sharp corner of the product is prone to material shortage. The reasons are as follows: the mold temperature is too low, the gate temperature at the short part is too low, the amount of material at the gate at the short part is too little controlled, the wall thickness at the sharp corner of the mold is too thin, and the injection speed and compression speed are low.
The R Angle is shining: Check whether the R Angle is sharp, whether the product has a large warping Angle but not large enough R Angle, and whether the ductility of the skin meets the requirements.
Author
Gavin Leo is a technical writer at Aria with 8 years of experience in Engineering, He proficient in machining characteristics and surface finish process of various materials. and participated in the development of more than 100complex injection molding and CNC machining projects. He is passionate about sharing his knowledge and experience.