Laser Engraving Process: Principle, Types, and When to Use It
Written By:
Gavin Leo
Updated By: Gavin Leo
Published:
Updated
Share:
Table of Content
Table of Content
Every part that goes through shot blasting, anodizing, or chemical treatment puts its markings to the test. Ink fades. Labels peel. Shallow surface marks disappear after the first post-processing step.
Laser engraving solves this by removing material rather than adding it. The mark is a physical cavity in the surface. It has no coating to wear through and no adhesive to fail.
This guide covers the full laser engraving process: how it works, which laser type fits which material, where it belongs in a production workflow, and where it does not.
What Is Laser Engraving?
Laser engraving is a subtractive manufacturing process. A high-energy laser beam ablates material from the surface, forming a recessed cavity. The mark depth typically reaches 0.5 mm in metals and up to 3.2 mm in softer materials like graphite, depending on the number of passes and laser parameters.
Nothing physically contacts the part during the process, so the surrounding surface stays undisturbed. The depth, contrast, and precision of the mark all come down to how the laser parameters are configured: power, speed, frequency, and focus.
Two Engraving Types:
Raster engraving: It sweeps the beam back and forth line by line, the same way a printer lays down ink. It is the standard method for filled areas, logos, photos, and solid text blocks.
Vector engraving: It moves the beam directly along the design paths, tracing outlines and single lines without filling them. It is faster for simple line work and contour marks.
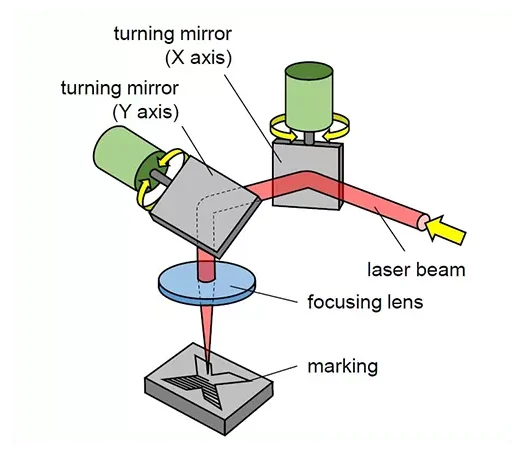
How Does the Laser Engraving Process Work?
Laser engraving works by directing a focused, high-energy beam onto a material surface.
The process runs in five stages. Each one affects the final mark quality, and skipping or mishandling any of them is where most problems originate.
Step 1: Prepare the Design File
The machine reads vector paths. DXF and SVG are the standard formats. Text must be converted to outlines, and power, speed, and pass count are set in the CAM software before the job runs.
Step 2: Material Fixturing
The part must stay completely stationary throughout the process. Any movement introduces position error that shows up as a blurred or misaligned mark. High-volume setups use dedicated fixtures so every part loads in the same position without adjustment.
Step 3: Focus Setting
The lens concentrates the beam to a focal point at a fixed distance from the surface. If the material sits above or below that distance, the beam widens and energy density drops. Material thickness is measured before every job.
Step 4: Laser Engraving
The beam fires in rapid pulses as it traces the design paths. At each point, energy density is high enough to vaporize the material rather than melt it. The material ejects as fume, leaving a clean cavity. Depth builds up through multiple passes, with the focal point adjusted downward on each pass to stay in focus as the cavity deepens.
Step 5: Fume Extraction
Vaporized material exits as fine particulate and chemical fumes. An extraction system runs continuously to protect both the operator and the focusing lens. Lens contamination changes focal properties and degrades mark quality over time.
What Are the Types of Laser Engraving?
The laser source determines what materials you can engrave, how deep the mark goes, and how fast the machine runs. There are four types used in industrial and commercial production.
CO2 Laser Engraving
CO2 lasers operate at a wavelength of 10,600 nm. They work well on non-metals: wood, acrylic, leather, glass, rubber, and most organic materials. Typical power output runs from 30W to 150W. CO2 lasers cannot engrave bare metal directly without a marking compound applied to the surface first.
Fiber Laser Engraving
Fiber lasers operate at around 1,064 nm and are the standard choice for metal marking. Stainless steel, aluminum, titanium, brass, and copper all engrave cleanly with a fiber laser. Power typically ranges from 20W to 100W. Marks made with a fiber laser on metal survive shot blasting, anodizing, and e-coating, which is why this type is specified for industrial traceability applications.
Diode Laser Engraving
Diode lasers use semiconductor technology and emit light at around 450 nm. They are compact and lower in cost than CO2 or fiber systems, with power typically between 5W and 20W. They handle wood, leather, cork, and dark-colored materials well but are not suited to industrial metal marking or high-volume production.
UV Laser Engraving
UV lasers operate at 355 nm and remove material through photochemical reactions rather than heat. The thermal load on the surrounding material is minimal, making them the right choice for heat-sensitive applications: glass, transparent plastics, PCBs, and medical device components where a heat-affected zone would compromise the part.
What Materials Can Be Laser Engraved?
Metals
Fiber laser is the standard choice. Stainless steel, aluminum, titanium, brass, and copper all engrave cleanly and hold the mark through post-processing. CO2 lasers require a marking compound applied to the surface first.
Wood
CO2 laser. Hardwoods like oak, maple, and walnut produce sharp, high-contrast marks. Softer woods engrave lighter and may char unevenly at higher power settings.
Acrylic
CO2 laser. Cast acrylic engraves to a clean frosted-white finish. Extruded acrylic works but produces a slightly different surface texture.
Leather
CO2 or diode laser. Burns cleanly without fraying. Consistent results on both genuine and synthetic leather.
Glass
CO2 or UV laser. The laser micro-fractures the surface to create a frosted appearance. Lower power and higher speed reduce the risk of cracking.
Plastics
Compatibility varies by material. Delrin, ABS, and polycarbonate engrave well. Never engrave PVC or vinyl as they release toxic chlorine gas when burned.
Stone and Ceramics
CO2 laser. Granite, marble, slate, and porcelain all respond well, producing high contrast against the base material.
Common Application of Laser Engraving
Laser engraving is used in a lot of industries, mostly anywhere you need something to be marked permanently and clearly.
Industrial Part Traceability
Serial numbers, part numbers, barcodes, and 2D data matrix codes on machined components. This is the most common industrial use of fiber laser engraving. Marks must remain readable after shot blasting, anodizing, and years of service.
Medical Devices
Surgical instruments, implants, and dental components require permanent identification for regulatory compliance. Laser engraving survives repeated sterilization cycles without degrading, which ink-based methods cannot.
Aerospace and defense component marking
Traceability requirements in aerospace are strict. Components need permanent identification that survives service conditions, and the marks must be auditable throughout the part’s life cycle. Laser engraving on titanium, stainless steel, and aluminum alloys is widely specified for this.
Aerospace and Defense
Component identification on titanium and aluminum parts where traceability requirements are strict and marks must survive the full service life of the part.
Automotive
VIN marking, engine component identification, and tooling marks. High-volume production lines use galvo fiber laser systems that integrate directly into the line and run at production speed.
Electronics and PCBs
Serial numbers and QR codes on housings, connectors, and circuit boards. UV laser engraving handles heat-sensitive components without thermal damage to surrounding areas.
Advantages and Disadvantages of Laser Engraving
Advantages
Marks survive post-processing
The engraved cavity is part of the material itself. Shot blasting, anodizing, e-coating, and chemical treatments do not remove it.
No tooling wear
The laser never contacts the part. There are no bits to replace, no pressure applied to the surface, and no risk of deforming finished parts.
High resolution on small features
The beam focuses to a spot size under 0.1 mm. Serial numbers under 1 mm in height and 2D matrix codes remain scannable under magnification.
Repeatable at production volume
Parameters are set once and held across every part in the run. Mark position, depth, and contrast stay consistent without operator adjustment between cycles.
Disadvantages
High upfront cost
Industrial fiber laser systems start around $10,000 and go well above $30,000 for high-power configurations. CO2 systems typically run $3,000 to $15,000.
Limited depth on metals
A single pass removes roughly 0.05 mm on steel. Reaching 0.5 mm requires multiple passes, which adds cycle time on high-volume jobs.
Not all materials are compatible
PVC, PTFE, and certain coated materials release toxic fumes under a laser and cannot be processed safely regardless of ventilation.
Not suitable for fatigue-critical parts
The process introduces micro-stress concentrations at the surface. Parts under high cyclic loads should use alternative marking methods.
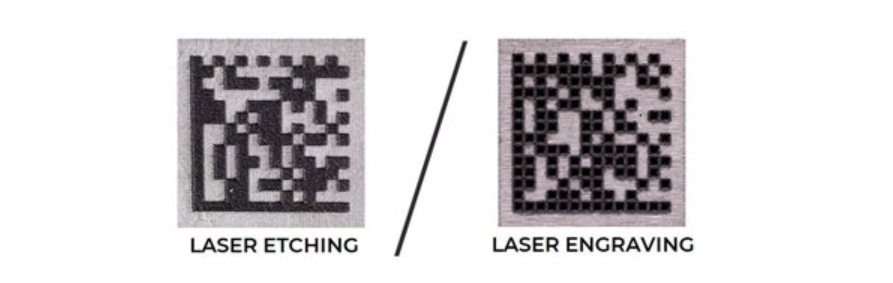
What are the differences between laser engraving, laser etching and laser marking?
Three terms often get used interchangeably, but they describe different things:
Laser engraving physically removes material and creates a cavity. It typically reaches 0.020 inches (0.5 mm) in metals and up to 0.125 inches (3.2 mm) in softer materials like graphite.
Laser etching melts the surface rather than vaporizing it. The surface expands and forms a raised mark, usually no deeper than 0.001 inches (25 microns). It’s faster than engraving but less durable.
Laser marking is the broadest term. It covers any process where a laser changes how a surface looks, through color change, oxidation, or foaming, without necessarily removing material.
When Should You Choose Laser Engraving?
Use laser engraving when marks need to survive post-processing, specifically abrasive treatments like shot blasting or sandblasting, or chemical treatments like anodizing and e-coating. It is also the standard choice in regulated industries where 2D codes and serial numbers must remain machine-readable throughout the product’s service life.
It is not the right fit when you need depth beyond 0.5 mm in a single operation, or when the part geometry blocks line-of-sight access to the marking area.
If you are evaluating laser engraving for a specific component or application, we can help you identify the right process, confirm material compatibility, and provide accurate pricing.
Gavin Leo is a content editor at Aria Manufacturing with hands-on experience in CNC machining, Injection molding, materials selection, and part design. Outside of work, he enjoys hiking and collecting mechanical watches.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.