Laser Engraving Process: Principle, Types, and When to Use It
Written By:
Gavin Leo
Updated By: Gavin Leo
Published:
Updated
Share:
Table of Content
Table of Content
Laser engraving works by directing a focused, high-energy beam onto a material surface. The concentrated energy vaporizes the material at that exact point, removing it and leaving behind a permanent, recessed mark. Nothing physically contacts the part during the process, so the surrounding surface stays undisturbed.
The depth, contrast, and precision of the mark all come down to how the laser parameters are configured: power, speed, frequency, and focus.
What Is Laser Engraving?
Laser engraving is a subtractive manufacturing process. A high-energy laser beam ablates material from the surface, forming a recessed cavity. The mark depth typically reaches 0.5 mm in metals and up to 3.2 mm in softer materials like graphite, depending on the number of passes and laser parameters.
Two Engraving Types:
Raster engraving: It sweeps the beam back and forth line by line, the same way a printer lays down ink. It is the standard method for filled areas, logos, photos, and solid text blocks.
Vector engraving: It moves the beam directly along the design paths, tracing outlines and single lines without filling them. It is faster for simple line work and contour marks.
How Does the Laser Engraving Process Work?
Laser engraving is a subtractive manufacturing process. A high-energy laser beam ablates material from the surface, forming a recessed cavity. The mark depth typically reaches 0.5 mm in metals and up to 3.2 mm in softer materials like graphite, depending on the number of passes and laser parameters.
Step 1: Prepare the Design File
Laser engraving machines read vector files, not raster images. The standard formats are DXF, SVG, and AI. Before sending the file, convert all text to outlines and make sure paths are closed and clean.
Step 2: Focusing
A lens inside the laser head focuses the beam down to a concentrated point on the material’s surface. All the energy converges at that focal point. Move even 0.3 mm away from the correct focal distance and the energy spreads, the mark weakens, and edges soften. Material thickness needs to be measured before each job, not assumed.
Step 3: Vaporization
The focused beam fires short, intense pulses. At each point, the energy heats the material so fast that it vaporizes before it can melt. This is called laser ablation. The system must bring the surface to its vaporization temperature within milliseconds. The vaporized material is ejected as fumes and fine particulate, leaving a clean cavity in the surface.
Step 4: Movement
The beam moves across the surface following the design paths. Depth is controlled by repeating passes over the same area. Each pass removes another layer of material. Running multiple passes at progressively lower focal depths produces a true 3D relief effect.
Power, speed, and pulse frequency work together to set how much material each pass removes. Every material requires its own settings, tested on scrap before running production parts.
Step 5: Fume Extraction
Vaporizing material generates fumes and particulates that are hazardous if inhaled. A fume extraction system runs throughout the engraving process to clear the work area and protect the laser’s focusing lens from contamination. On any properly configured machine, this is built in.
What Are the Types of Laser Engraving?
The laser source determines material compatibility, speed, and achievable depth.
CO2 Laser Engraving
CO2 lasers emit infrared light at 10,600 nm from a gas-filled tube. They handle a wide range of non-metals: wood, acrylic, glass, leather, rubber, paper, and ceramics. Typical power runs from 25W to 150W. CO2 lasers cannot engrave bare metals directly. With a marking compound like CerMark applied to the surface, they can produce a bonded mark, but for metal components a fiber laser is the correct tool.
Fiber Laser Engraving
Fiber lasers produce light at around 1,064 nm through a doped optical fiber and are the industry standard for metal marking. Stainless steel, aluminum, titanium, brass, copper, and most industrial alloys all engrave cleanly and durably. Common power levels for marking run from 20W to 100W, with higher-powered systems used for deep engraving and high-volume production lines.
For metal components that require permanent identification, including serial numbers, part numbers, 2D data matrix codes, and VIN marks, fiber laser engraving is what we specify at Aria Manufacturing. It is the only process that produces marks deep enough to survive abrasive post-treatments like shot blasting.
Diode Laser Engraving
Diode lasers use semiconductor technology to produce light at around 450 nm. They are compact, low-cost, and suited to lighter work: wood, cork, leather, and dark acrylics. Power runs from 1W to 20W. Most consumer diode systems are open-frame, which makes ventilation and eye protection mandatory. They are not suited to industrial metal marking.
UV Laser Engraving
UV lasers operate at 355 nm and remove material through photochemical bond-breaking rather than heat. The thermal load is minimal, so they can mark heat-sensitive materials without damage or distortion. That makes them the right tool for glass, transparent plastics, medical devices, and PCBs, where a heat-affected zone would compromise the part.
What Materials Can Be Laser Engraved?
Metals: Stainless steel, aluminum, titanium, brass, and copper all engrave cleanly with a fiber laser. Marks are deep, high-contrast, and hold up through shot blasting and sandblasting.
Engineering plastics: Delrin, certain ABS grades, Kapton (polyimide), and laser-specific marking laminates all work well with the right laser type.
Wood: Hardwoods like oak, maple, and cherry give the sharpest results. Softer woods like pine produce lighter contrast. CO2 is the right laser for all wood types.
Acrylic: Cast acrylic engraves to a frosted-white finish with CO2. Extruded acrylic works but produces a slightly different surface quality.
Leather: Laser engraving burns into leather cleanly without fraying. Consistent results on belts, wallets, bags, and footwear.
Glass: CO2 lasers micro-fracture the surface to produce a frosted effect. A rotary attachment allows even engraving on cylindrical objects like bottles.
Stone and ceramics: Granite, marble, slate, and porcelain all respond well. The laser ablates the surface to produce contrast against the base material.
Common Application of Laser Engraving
Laser engraving is used in a lot of industries, mostly anywhere you need something to be marked permanently and clearly.
Industrial part traceability
Serial numbers, part numbers, barcodes, and 2D data matrix codes on machined components are the most common industrial application.
Medical device identification
Regulatory frameworks like FDA UDI requirements mandate permanent, machine-readable identification on implants and surgical instruments. Laser engraving meets those requirements because the mark cannot be rubbed off, corroded away, or obscured by sterilization cycles.
Aerospace and defense component marking
Traceability requirements in aerospace are strict. Components need permanent identification that survives service conditions, and the marks must be auditable throughout the part’s life cycle. Laser engraving on titanium, stainless steel, and aluminum alloys is widely specified for this.
Automotive manufacturing
VIN marking, engine component identification, and tooling marks all use laser engraving in automotive production. The process integrates cleanly into high-volume lines with galvo fiber laser systems running at production speed.
Electronics and PCBs
UV laser engraving marks circuit boards, connectors, and housings without thermal damage to surrounding components. QR codes and serial numbers on consumer electronics enclosures are typically laser engraved or laser marked.
UV laser engraving marks circuit boards, connectors, and housings without thermal damage to surrounding components. QR codes and serial numbers on consumer electronics enclosures are typically laser engraved or laser marked.
No contact with the part:The laser never touches the material, so there’s no risk of mechanical deformation on finished or delicate surfaces.
Exceptional resolution: A focused beam reaches a spot size under 0.1 mm, which means you can engrave microscopic text and 2D matrix codes that stay readable under magnification.
Consistent across every part:Once you set the parameters, every mark comes out identical, which is essential for high-volume production.
Cons
High upfront cost: Fiber lasers start at $10,000–$30,000+; CO2 systems run $3,000–$15,000.
Limited depth on metals: Standard engraving reaches about 0.5 mm in metals. Going deeper requires additional passes, which slows production.
Some materials are off-limits: PVC, PTFE, and a handful of other materials produce toxic fumes under a laser and can’t be processed safely.
Not suitable for fatigue-critical parts: Laser engraving introduces micro-stress concentrations at the surface, so it’s not recommended for components under high cyclic loads.
What are the differences between laser engraving, laser etching and laser marking?
Three terms often get used interchangeably, but they describe different things:
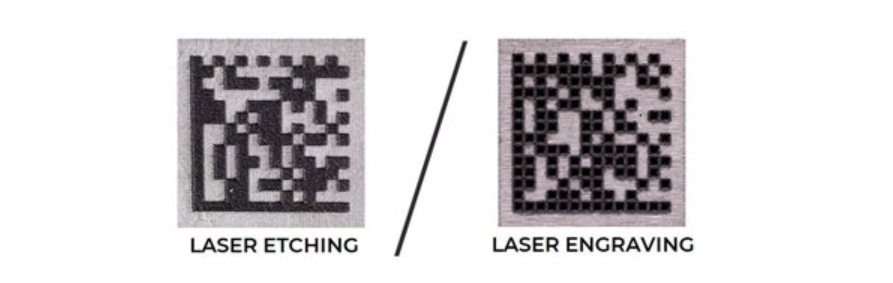
Laser engraving physically removes material and creates a cavity. It typically reaches 0.020 inches (0.5 mm) in metals and up to 0.125 inches (3.2 mm) in softer materials like graphite.
Laser etching melts the surface rather than vaporizing it. The surface expands and forms a raised mark, usually no deeper than 0.001 inches (25 microns). It’s faster than engraving but less durable.
Laser marking is the broadest term. It covers any process where a laser changes how a surface looks, through color change, oxidation, or foaming, without necessarily removing material.
When Should You Choose Laser Engraving?
Use laser engraving when marks need to survive post-processing, specifically abrasive treatments like shot blasting or sandblasting, or chemical treatments like anodizing and e-coating. It is also the standard choice in regulated industries where 2D codes and serial numbers must remain machine-readable throughout the product’s service life.
It is not the right fit when you need depth beyond 0.5 mm in a single operation, or when the part geometry blocks line-of-sight access to the marking area.
If you are evaluating laser engraving for a specific component or application, we can help you identify the right process, confirm material compatibility, and provide accurate pricing.
Up to 0.5 mm in metals per pass, and up to 3.2 mm in soft materials like wood or graphite. You can go deeper in metals with multiple passes, at the cost of speed.
No. Engraving removes material from the surface to create a mark. Cutting uses a higher-powered beam to go all the way through the material. Many machines do both, but they’re different operations.
Yes, but check compatibility first. Delrin, certain ABS grades, and laser-specific marking plastics all give clean results. Never engrave PVC — it releases toxic chlorine gas. PTFE is also off-limits for the same reason.
CNC engraving uses a spinning bit that contacts the material. Laser engraving uses a light beam and never touches it. Laser is faster for 2D marks and produces finer detail with no tooling wear. CNC handles deeper cuts and 3D relief work better.
Serial numbers, barcodes, and data matrix codes on industrial components are the most common use. Beyond manufacturing, it’s used for medical device labeling, jewelry personalization, signage, awards, and custom leather or woodwork.
Gavin is a manufacturing specialist and content editor at Aria Manufacturing. With years of experience in CNC machining and mechanical design, he helps global clients choose the right manufacturing solutions and improve part performance while reducing costs.
Custom Quality Parts By Aria
Send your specs. We’ll get back with a quote in 12 hours.