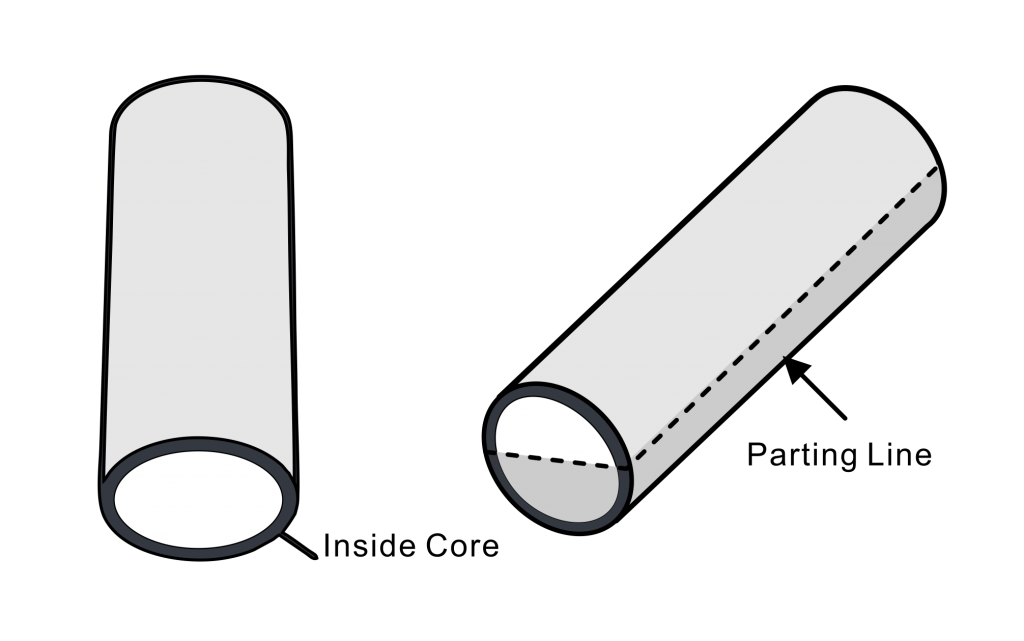
Injection molds have a parting line that separates the two mold halves. A parting line mismatch is one of the most common causes of mold flashing.
Misalignment of the parting line can be caused by design flaws or build-up of contaminants such as dust, dirt, and debris. A parting line mismatch means that the mold is not fully sealed. Therefore, molten material will inevitably seep out from the partially open mold and produce flash.
Older molds are more susceptible to parting line mismatch. With repeated use, tooling may become worn out resulting in leakages.