| What moves |
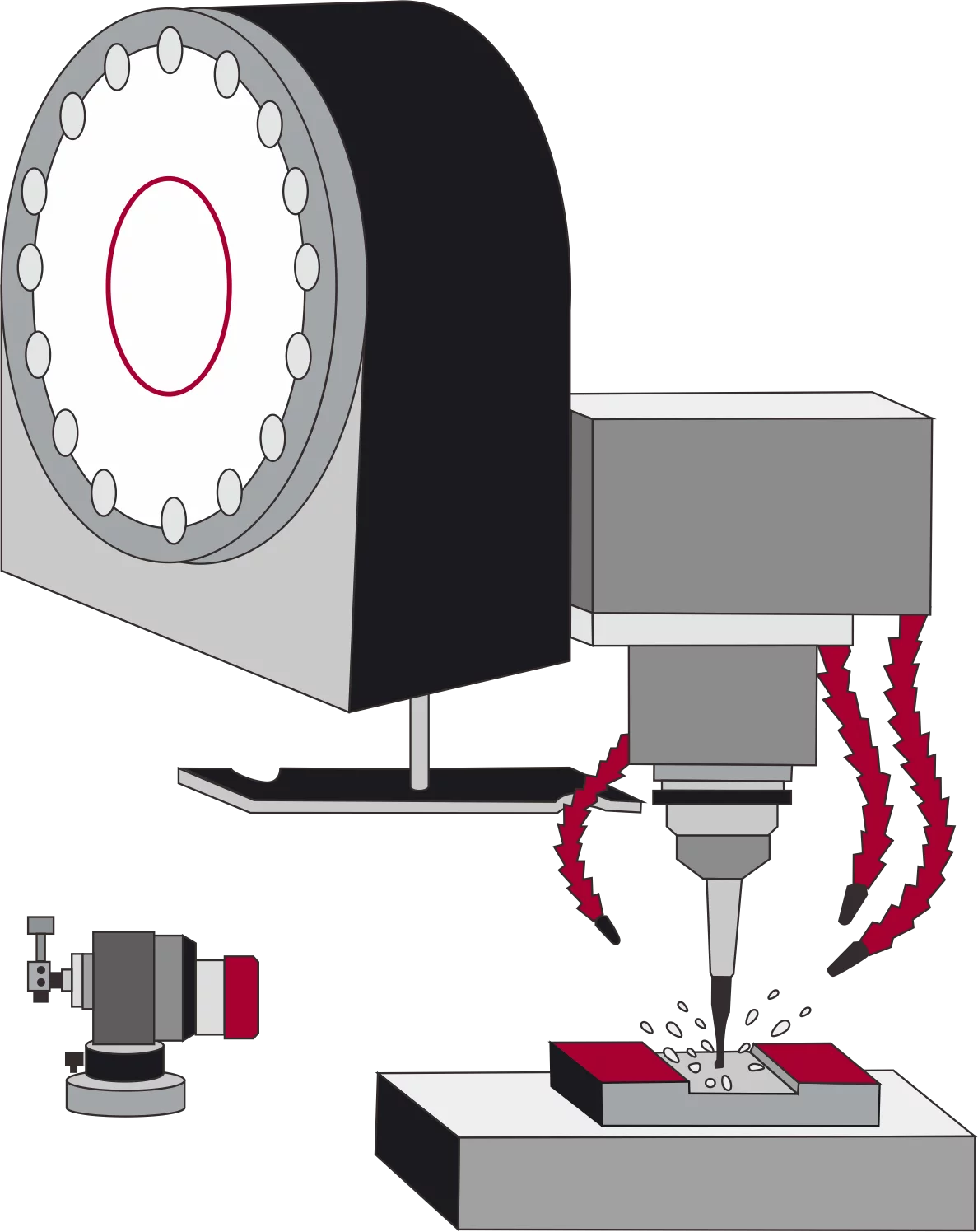
Cutting tool rotates |
Workpiece rotates |
| Axes |
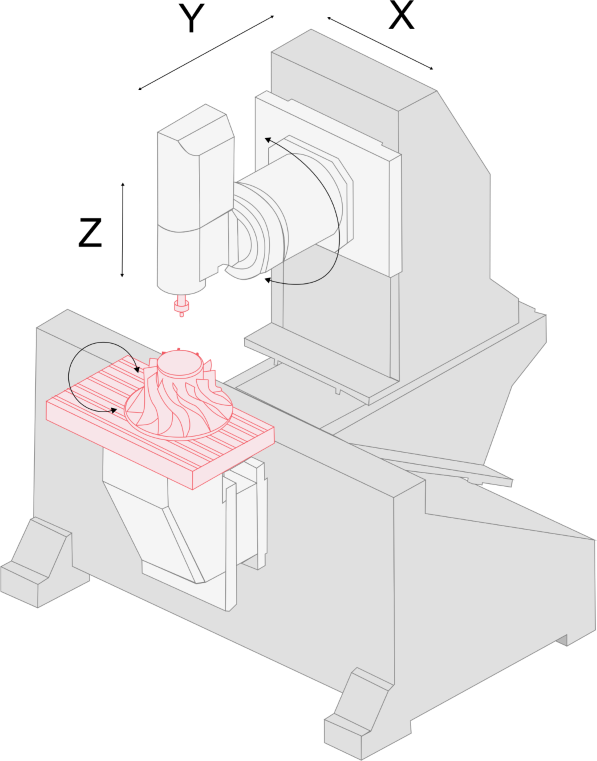
3–5+ axes (X, Y, Z + rotary) |
2–4 axes (X, Z primary) |
| Best geometry |
Prismatic, pockets, flat surfaces |
Cylindrical, conical, symmetric parts |
| Standard tolerance |
±0.127 mm |
±0.025 mm |
| Precision tolerance |
±0.02 mm |
±0.013 mm on diameter |
| Surface finish (Ra) |
0.8–3.2 μm standard |
0.4–1.6 μm standard |
| Cost per hour |
$40–$200/hr (3-axis to 5-axis) |
$30–$100/hr |
| Setup complexity |
Higher — multiple fixtures often needed |
Lower for standard round parts |
| Cycle time |
Longer for simple round features |
Faster for cylindrical high-volume runs |
| Chip formation |
Intermittent cut per flute |
Near-continuous cut |
| Heat behavior |
Tool cools between flute contacts |
Continuous heat buildup at insert |
| Automation |
Pallet systems, robotic loading |
Bar feeder enables lights-out |
| Typical parts |
Brackets, housings, molds, manifolds |
Shafts, bushings, fasteners, fittings |