
Determining process parameters is important in process development, and the use of automatic programming is more important than the program’s success.
一. Determine the process parameters related to cutting accuracy when machining surfaces with ball-end mills.

- Step size determines L (step)
Step size L (step) — The distance between two tool addresses determines the amount of machining address data.How to determine the curve trajectory step L:
Direct step size definition method: by providing step size value directly during programming, it is determined by the machining accuracy of parts.
Indirect definition step method: Define approximate error indirect definition step.
-
- Determine the approximate error
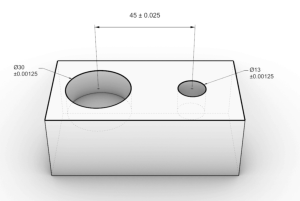
Approximate error – the maximum allowable tolerance of the actual cutting trajectory from the theoretical trajectory.Three ways to define an approximate error (see Figure 16-4) :
Specify external approximate error values: Use the remaining material on the part’s surface as error values.
(0.0015 to 0.03mm is usually selected if accuracy is required.) The internal approximation error value. Indicates the allowable amount of overcutting surface inspection.
Internal and external approximation errors are also specified
3. Determine the line spacing S (cutting spacing)
Row spacing S (cutting spacing) — The distance between the machining path and two adjacent tool paths.
Impact: Small line spacing: high processing precision, but long processing time, high cost
The Large row spacing: low machining accuracy, parts type surface skew, but short processing time.
There are two ways to define line spacing.
(1) Define lines directly
The algorithm is simple and fast, suitable for creating a tool path for rough machining, semi-finishing machining, and finishing machining of relatively flat shape parts.
(2) Define the line spacing with the remaining height H
The remaining height h — is the remaining groove height between two adjacent cutting rows along the normal vector direction of the machined surface. H large: the surface processing value is large
H small: the machining accuracy is improved, but the process is long, and the mechanical time is doubled, and the efficiency is reduced
Choose notes.
The rows become larger during rough work and smaller at the end. You can cut the encrypted line between the original two to reduce the minimum height in some cases. In other words, the march peak processing is more efficient by lowerings by half.
二. Determine the process parameters related to the amount of cutting;
-
- Posterior intake AP and lateral intake AE
Back tool quantity AP – is the dimension of the machined layer measured parallel to the milling tool axis.
Side machining ae is the dimension of the machining layer measured perpendicular to the end mill axis.
The method of selecting the cutting amount from the perspective of tool durability is as follows.
Firstly, the back tool volume block AP or side tool volume block AE was selected to determine the feed rate, and finally, the cutting speed was determined.
If the rigidity of the processing system is allowed without requiring part accuracy, a one-time machining allowance is recommended to improve machining efficiency. If the precision of the part is high, multiple channels must be used to ensure accuracy and surface roughness.
-
- Determine parameters related to feed
(1) High-speed channel speed (empty feed rate) To save non-cutting time, G00 speed, the maximum feed speed allowed by the machine tool, is usually selected.
(2) Bottom edge speed (close to the workpiece surface feed speed)
In order to make the tool safely close to the workpiece without damaging the machine tool, tool, and workpiece, the machining speed must not be increased, and the cutting feed speed must be below the cutting feed speed. For soft materials, usually 200mm/min; good In steel or cast iron, usually 50mm/min.
(3) Cutting feed rate
The cutting feed speed must be determined comprehensively according to the performance of the machine tool, the cutting material and the size of the cutting material, and the size of the machining allowance.
The general principle is that the workpiece surface machining surplus is large, and the low cutting feed rate. On the contrary, the machining feed speed can be manually adjusted by the machining personnel according to the surface condition of the workpiece in machining to obtain the best cutting state. The cutting feed rate must not exceed the allowable feed rate calculated from approximate errors and interpolation periods.
Suggested values:
Processing plastic parts: 1500 mm/min
Processing a large number of steel parts: 250 mm/min
Finishing of small clearance steel parts: 500 mm/min
Casting finishing: 600 mm/min
(4) Inter-line connection speed (feed speed span)
Line connection speed – the speed at which the tool moves from the cutting line to the next cutting line. Usually, this speed is below the cutting feed rate.
(5) Cutting back feed rate (cutting back speed) To save non-cutting time, G00 speed, the maximum feed speed allowed by the machine tool, is usually selected.
-
- Determine parameters related to cutting speed
(1) Cutting speed C
The cutting speed C mainly depends on the precision and material of machining parts, the material, and durability of tools, etc.
(2) Spindle speed N
Allowable cutting speed C. n=1000c/d determines spindle speed N.
Theoretically, the higher the c, the higher the productivity, avoiding the critical velocity of chip tumor and obtaining a lower surface roughness value.
However, due to the limitations of actual machine tools and tools, the allowed cutting speed of domestic machine tools and tools can only be selected in the range of 100~200m/min.
The operation steps of CNC machining services may seem tedious, the actual operation is not so complicated, but the operation process must be strictly in accordance with the steps to operate.
Categories
Share On
Recent Post
CNC Machining Design Guide
CNC machining—short for computer numerical control machining—turns a digital CAD model into
CNC Machining Guide Explained
Computer Numerical Control (CNC machining) is a cornerstone of modern