
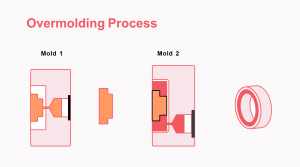
What is Overmolding? A Complete Guide
In today’s manufacturing world, creating durable, functional, and aesthetically pleasing
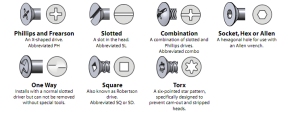
A Complete Guide on the Types Of Screw Head
You’ve probably stood in front of a confusing display of
In today’s manufacturing world, creating durable, functional, and aesthetically pleasing
You’ve probably stood in front of a confusing display of